English
English 中文简体
中文简体 русский
русский عربى
عربى







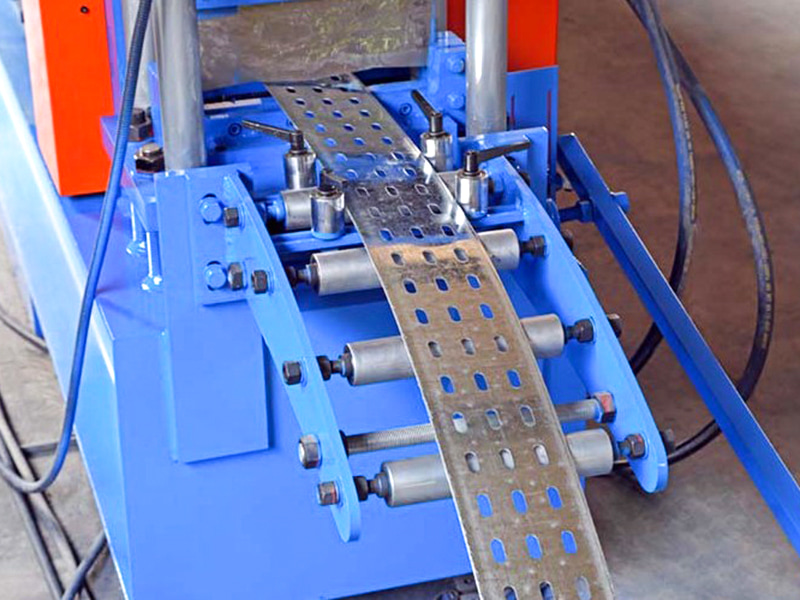



The Solar Strut Channel Roll Forming Machines is a fully automated rolling machine specifically designed for producing metal components for solar photovoltaic power station support systems. Using multiple precision rollers, it continuously cold-bends metal coils (aluminum-magnesium-zinc-coated steel, aluminum alloy, or stainless steel) into photovoltaic rack profiles (such as rails, diagonal beams, columns, purlins, etc.) with specific cross-sectional shapes to meet the installation requirements of ground-mounted power stations, rooftop distributed power stations, and floating photovoltaic systems.
Jiangyin Hailong Machinery Factory is Solar Strut Channel Roll Forming Machines Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply Solar Strut Channel Roll Forming Machines for sale.
Core Functions and Technical Features:
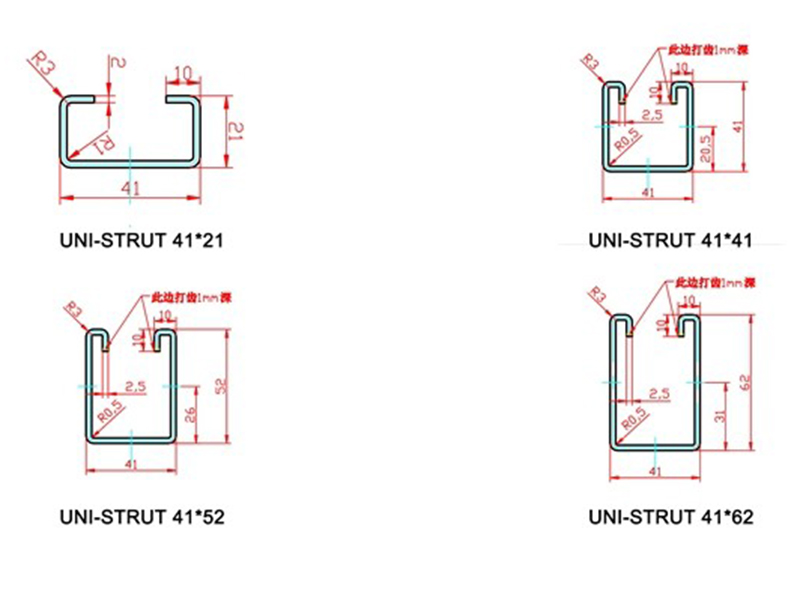
Diverse Cross-Section Adaptability
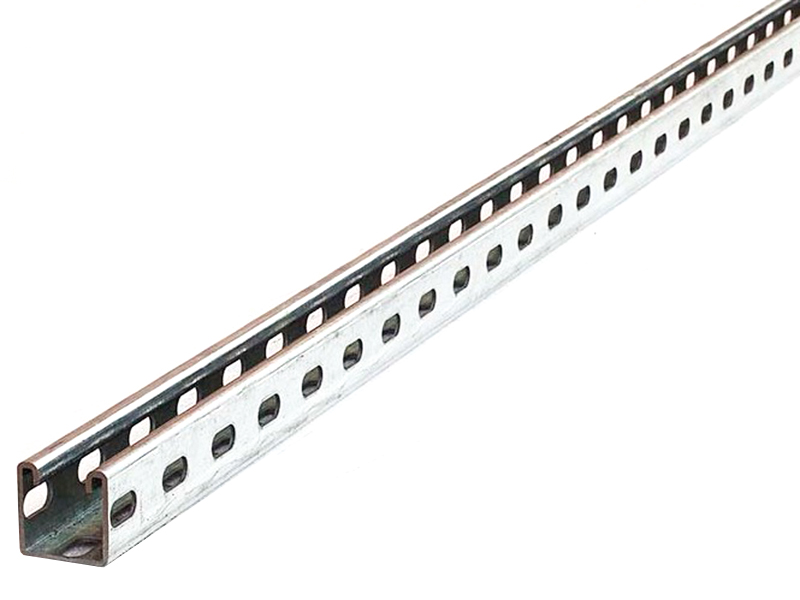
Solar Rail: C/U-shaped with slots, used to secure photovoltaic panel clamps.
Purlin: Z-shaped or Σ-shaped, bearing the main structural load.
Ground Screw Sleeve: Square or round tube with connection holes, used to anchor the ground rack. https://example.com/pv-profile-types.png (Diagram: Common PV Rack Profiles)
High-Strength, Lightweight Design
Material Thickness: 0.8-3.0mm (2.0mm for aluminum alloy, 1.5-3.0mm for steel).
Tensile Strength: 550MPa high-strength steel (e.g., S550GD+AZ150) or 6061-T6 aluminum alloy.
30% weight reduction after forming compared to hot-rolled profiles, reducing transportation and installation costs.
Corrosion-Resistant Process Guarantee
Mirror-polished rollers (Ra ≤ 0.4μm) + minimal lubrication to protect the aluminum-magnesium-zinc coating (≥ 150g/m² AZ150).
Dynamic roll gap compensation prevents surface scratches.
Intelligent and Flexible Production
Quick Die Change System: Replace a full set of rollers in ≤ 30 minutes, switching between different cross-sections (e.g., C-type to Z-type).
Servo variable cross-section technology: A single production line can produce profiles with varying lengths (such as trapezoidal guide rails for slopes).
Core Equipment Components:
Double-head decoiler: Automatically switches coils, supports mixed production of aluminum and steel coils, and features EPC (Electronic Process Control) correction.
High-precision straightening machine: 9-11 rollers level the coils, eliminating yield stress and achieving a straightness of ≤0.5mm/m.
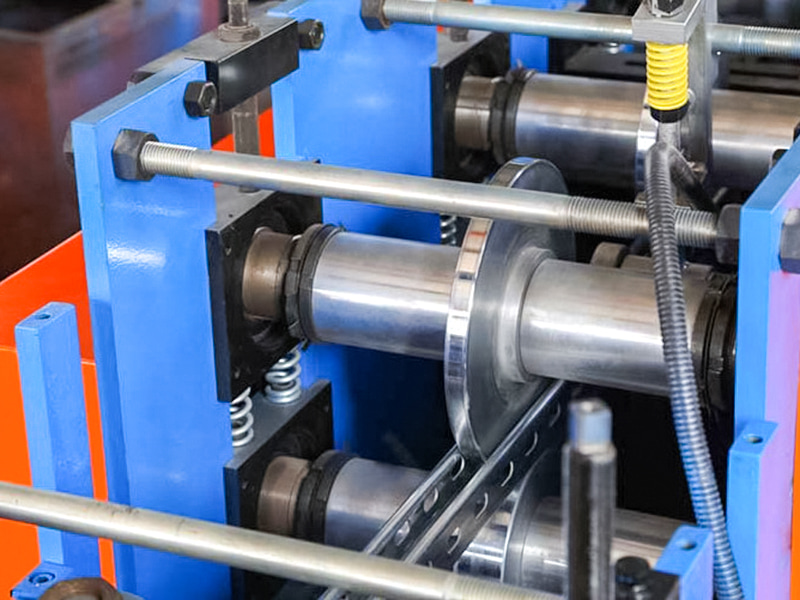
Forming mainframe: 16-24 sets of carbide rollers (SKD11 material), divided into three stages:
• Pre-punching → Cold roll forming → Sizing and calibration
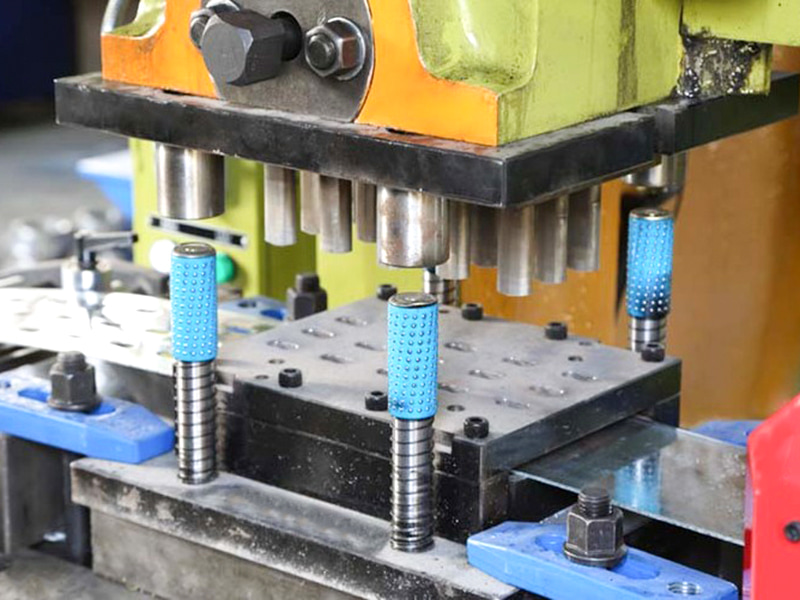
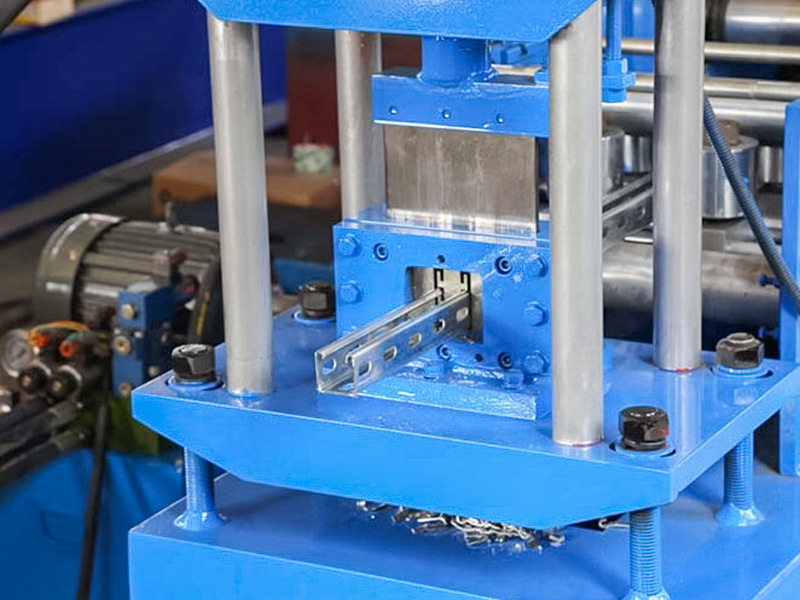
Online punching/notching unit: A servo-hydraulic system simultaneously punches connection holes, drain holes, and grounding mark holes with a hole position accuracy of ±0.2mm.
Servo tracking cutting: Flying saw/laser cutting (specially for aluminum alloys) ensures burr-free cuts with a length tolerance of ±0.3mm.
Automatic palletizing robot: Stacks sections by profile type and is equipped with anti-scratch suction cups (with surface coating).
Intelligent control system: integrated with MES system, real-time monitoring of energy consumption/yield rate, and support for remote diagnosis.
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.40 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12MoV Steel | Vacuum Hardening |
| Main Shaft | φ80,40Cr | Hardening and Tempering |
| Forming Groups | 22 | |
| Main Motor Power | 18.5KW, K Series | |
| Main Drive Gear Box | Chain & Gear | |
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 22 KW |
| Punching Mode | Punching Machine | |
| Uncoiler | Load 10-Ton, With Loading Platform | Hydraulic Station Motor Power Is 2.2 KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 40 Meters | |
| Equipment Weight | Around 16-Ton | |
| Raw Material Thickness | 2.0-2.5mm | Q235 Galvanized Coil |
| Production Speed | 16~20m/min | |