English
English 中文简体
中文简体 русский
русский عربى
عربى





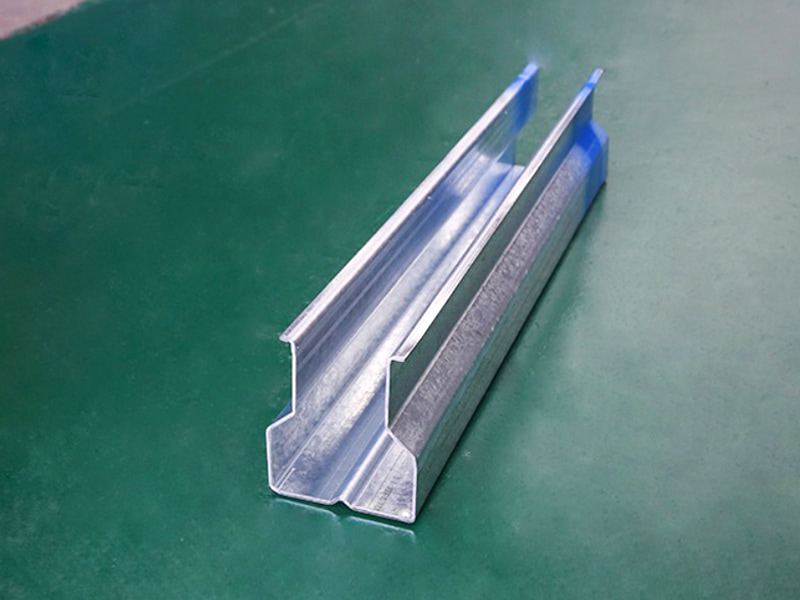
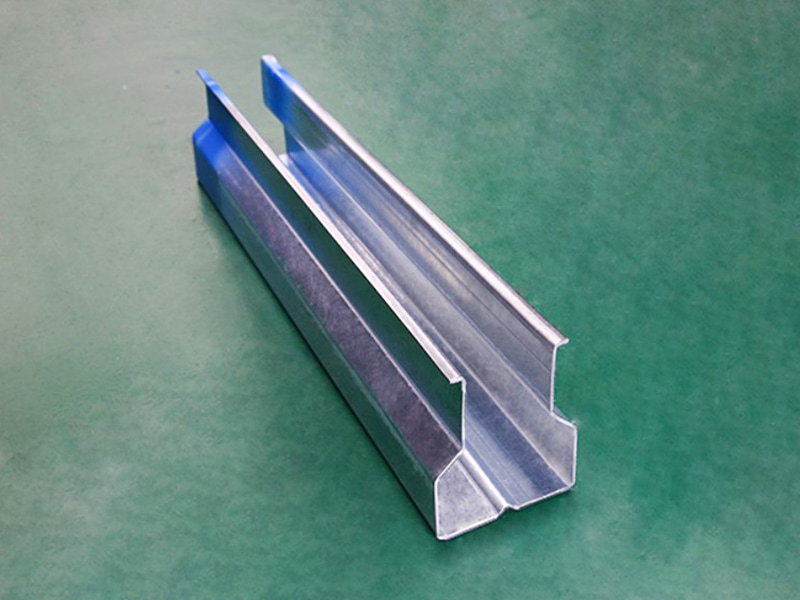
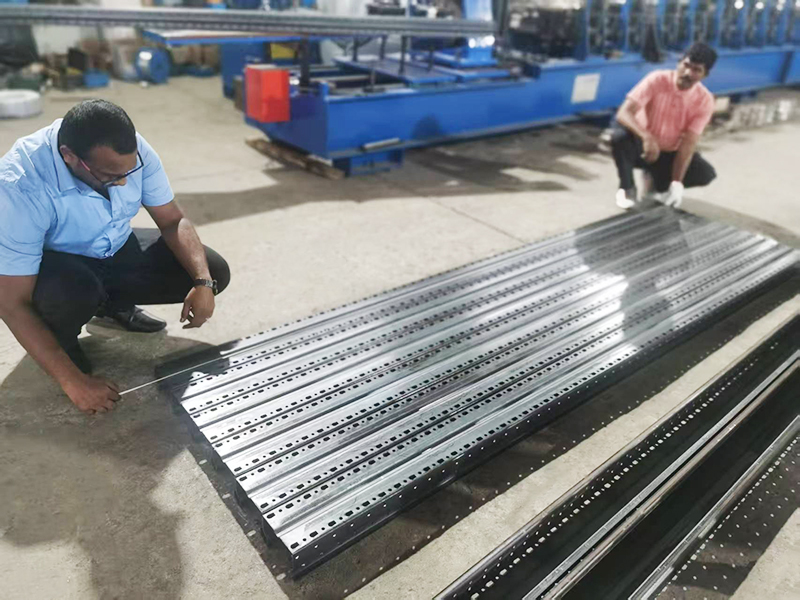
The storage shelf upright roll forming machine is a specialized, high-precision, automated metal roll forming machine. Using multiple, precise rollers, it continuously bends (roll-forms) metal coils (strip) at room temperature, efficiently producing shelf upright profiles with the specific cross-sectional shapes required for warehouse racking.
Jiangyin Hailong Machinery Factory is Upright Roll Forming Machines Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply Upright Roll Forming Machines for sale.
Key Advantages of the Equipment:
Extremely High Production Efficiency: The machine can operate 24/7 at high speed, producing tens of meters of profiles per minute, far exceeding traditional cutting, welding, and stamping processes.
Excellent Material Strength: The cold work hardening effect of the cold bending process increases the yield strength of the material, making the formed components stronger and more durable than the original sheet metal.
High Material Utilization: Virtually zero waste. The coils are continuously rolled and formed, with only the final cut-to-length loss occurring, significantly reducing the overall process cost.
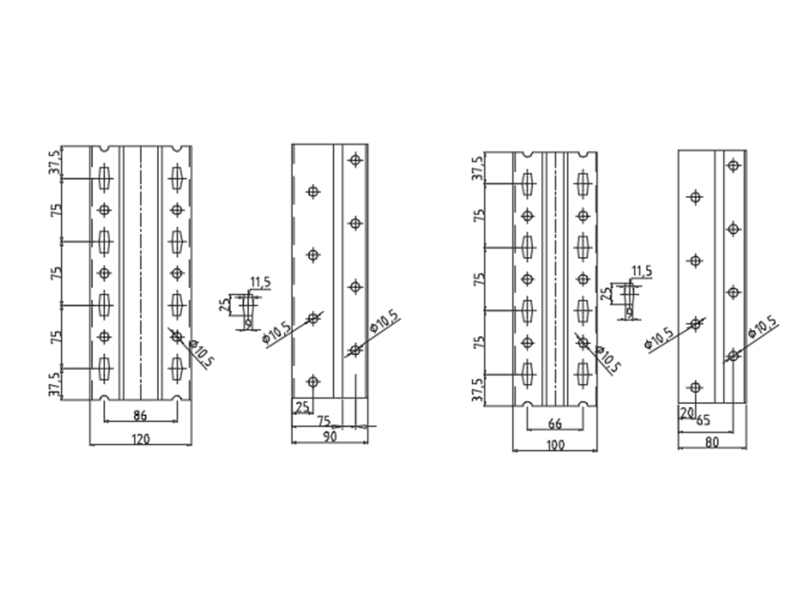
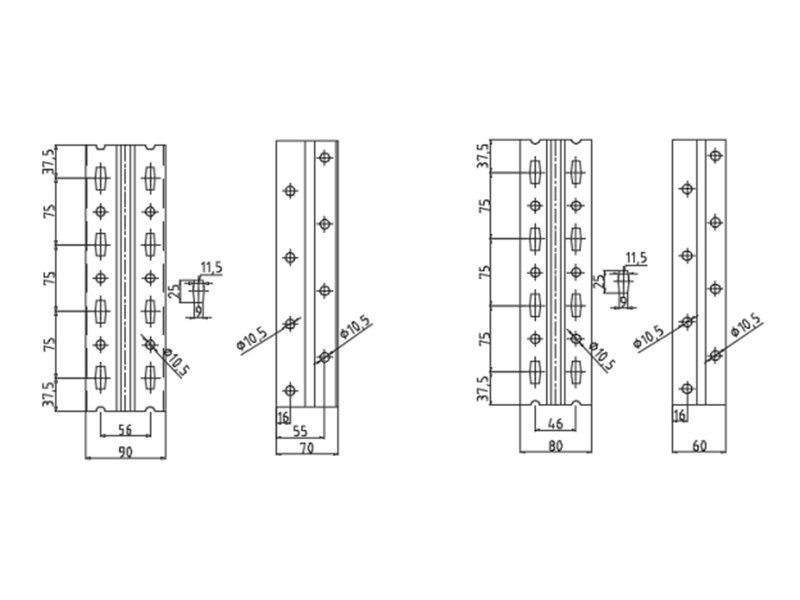
Product Precision and Consistency: Precision rollers and CNC systems ensure that each product has highly consistent dimensions, shape, and hole placement. This is crucial for standard racking systems that require fast and safe assembly.
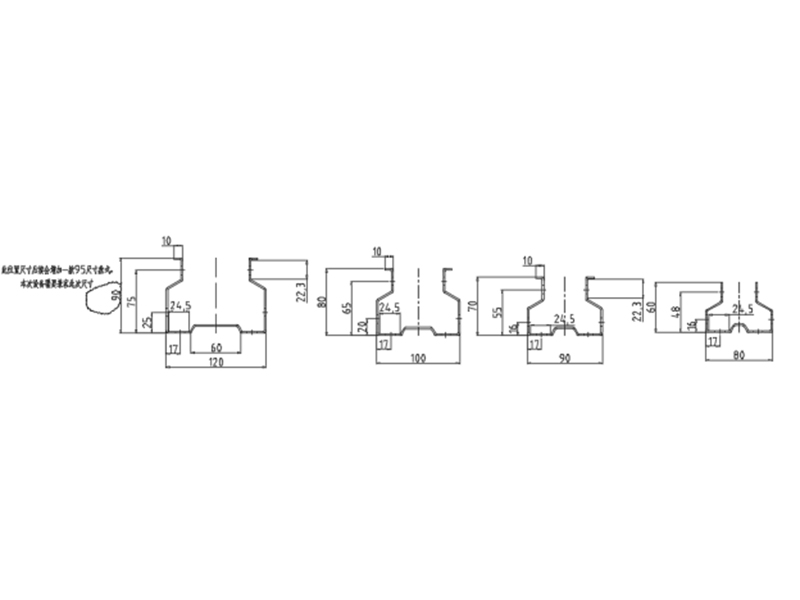
Complex Cross-Section Forming Capability: Complex, closed-end cross-sections, unachievable with traditional press brakes, can be formed in a single pass. These cross-sections offer an optimal strength-to-weight ratio.
Highly Automated: The entire production line integrates uncoiling, leveling, forming, punching, cutting, and winding processes, requiring only one or two operators, significantly reducing labor costs.
Equipment Components:
Uncoiler & Leveller: Holds and levels the coils, ensuring a flat surface upon entering the main machine.
Guide & Feeding Device: Accurately feeds the material into the first set of rollers.
Online Punching System (Core Functional Module): Typically, a high-precision servo-hydraulic system or a mechanical fly-punch mechanism, capable of delivering instantaneous, high-pressure punching.
Punching Synchronous Control System: A PLC control system ensures precise, synchronized movement of the punches as the material moves, completing punching instantly and retracting quickly without disrupting the material's continuous flow. It also controls the spacing (hole pitch) between punches.
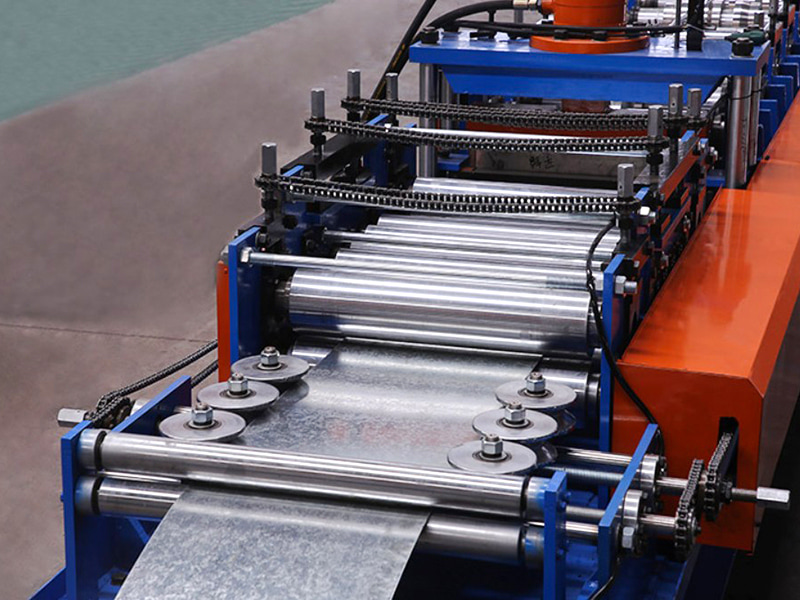
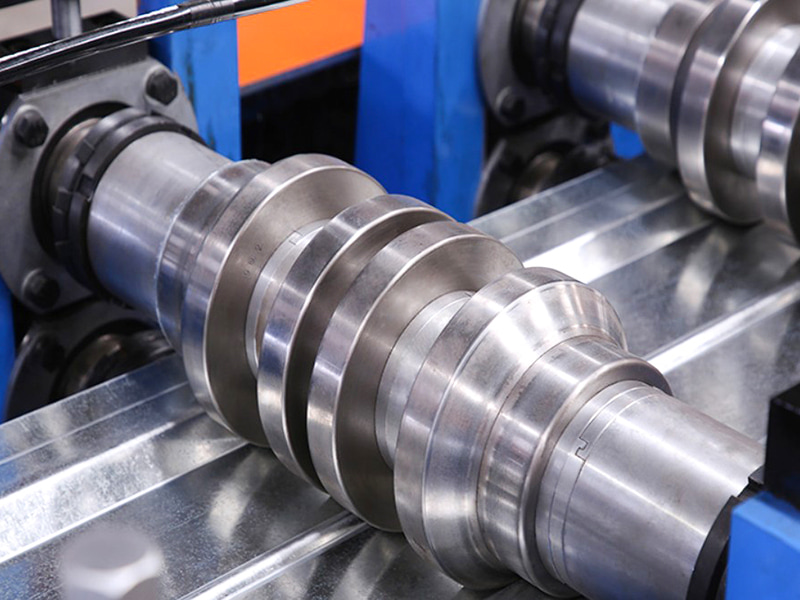
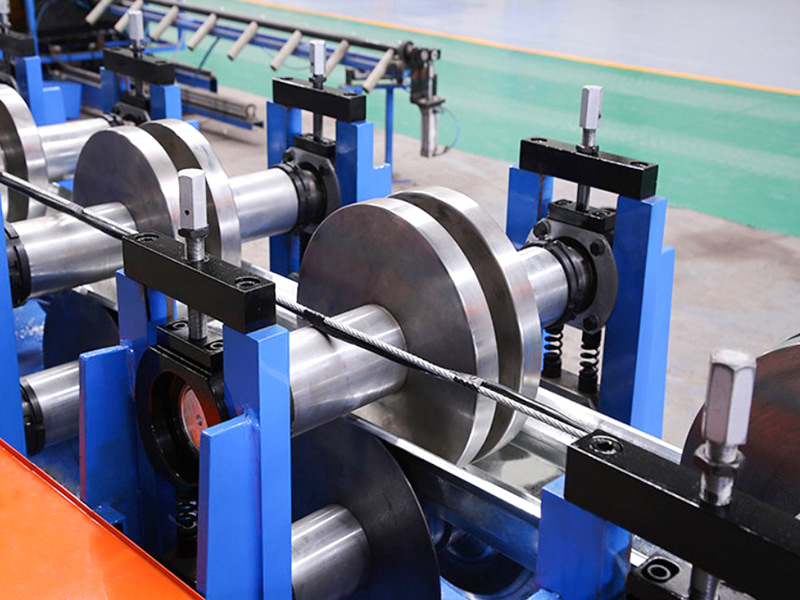
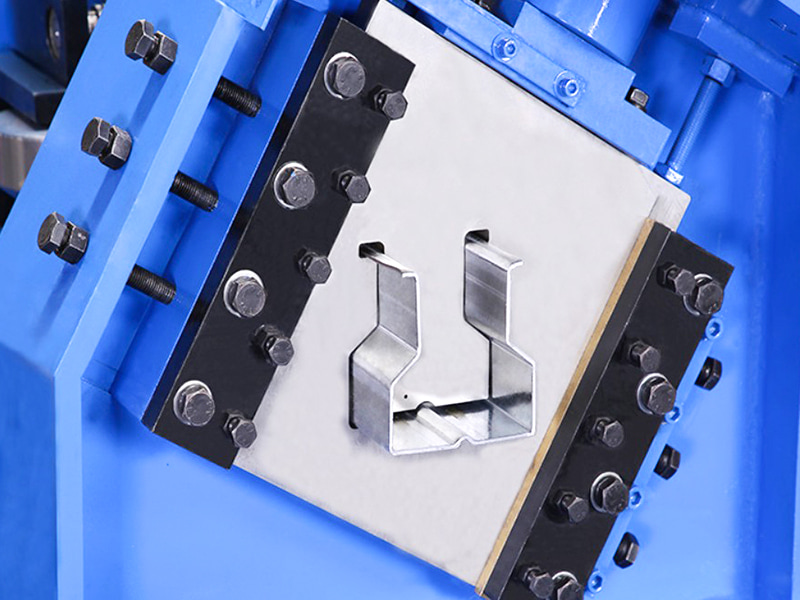
Cold Roll Forming Machine: Consisting of multiple pairs (typically 16-24 or more) of precision-engineered die steel rollers, these machines gradually bend the flat strip into the final column cross-section.
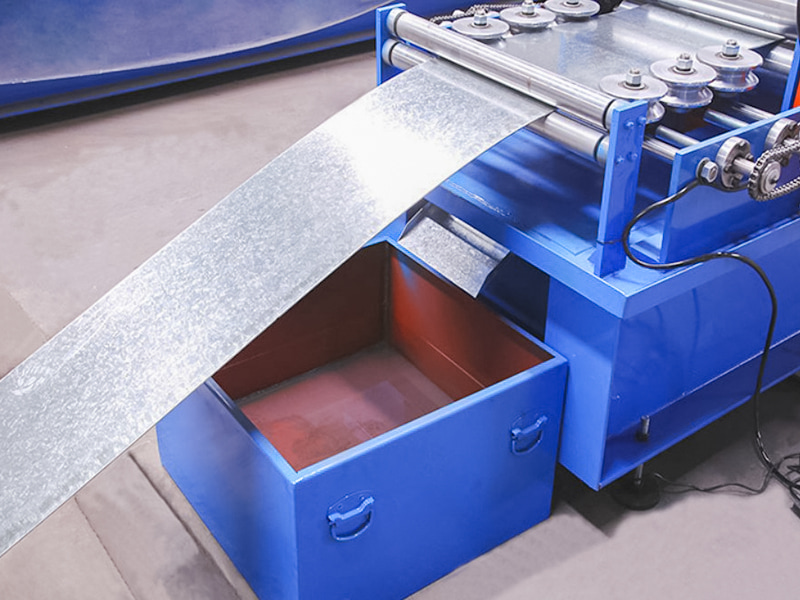
Cutting System (flying saw or hydraulic cutting): Cuts the continuously formed columns to the desired length without stopping the material.
Receiving Table: Receives and organizes finished products.
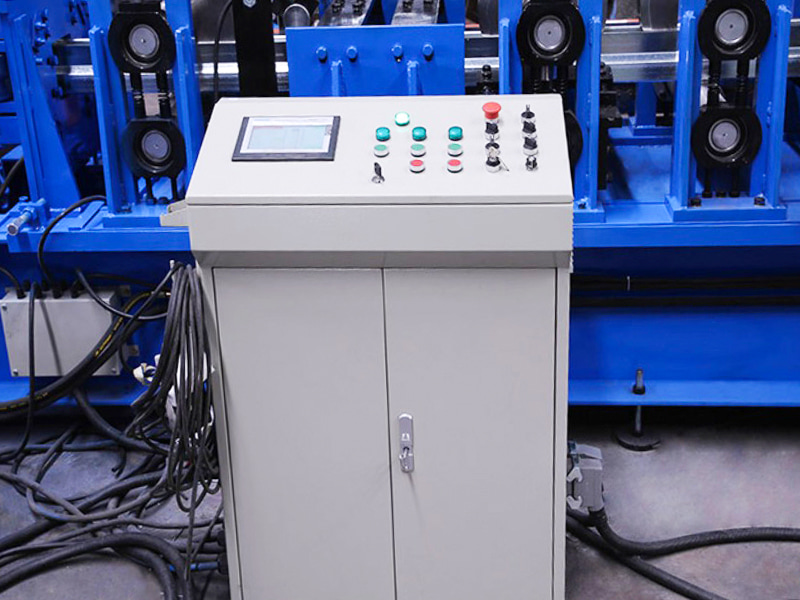
CNC Electronic Control System: The operator uses a touchscreen to set all parameters (such as roller data corresponding to the cross-section, hole pitch, cutting length, production speed, etc.) and monitor the entire production process.
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.40 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12MoV | Vacuum Hardening |
| Main Shaft | φ70/95,40Cr | Hardening and Tempering |
| Forming Groups | 24 | |
| Main Motor Power | 30KW, K Series | |
| Main Drive Gear Box | X180 (X180 Helical Gear Box) | |
| Cut-Off Mode | Servo Tracking Hydraulic Cut-Off | Hydraulic Station Motor Power Is 11 KW |
| Punching Mode | Punching Machine | |
| Uncoiler | Load 10-Ton, With Loading Platform | Hydraulic Station Motor Power Is 5.5 KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 38 Meters | |
| Equipment Weight | Around 15-Ton | |
| Raw Material Thickness | 2.0-3.0mm | Q235 Galvanized Coil |
| Production Speed | 15~20m/min | |