English
English 中文简体
中文简体 русский
русский عربى
عربى







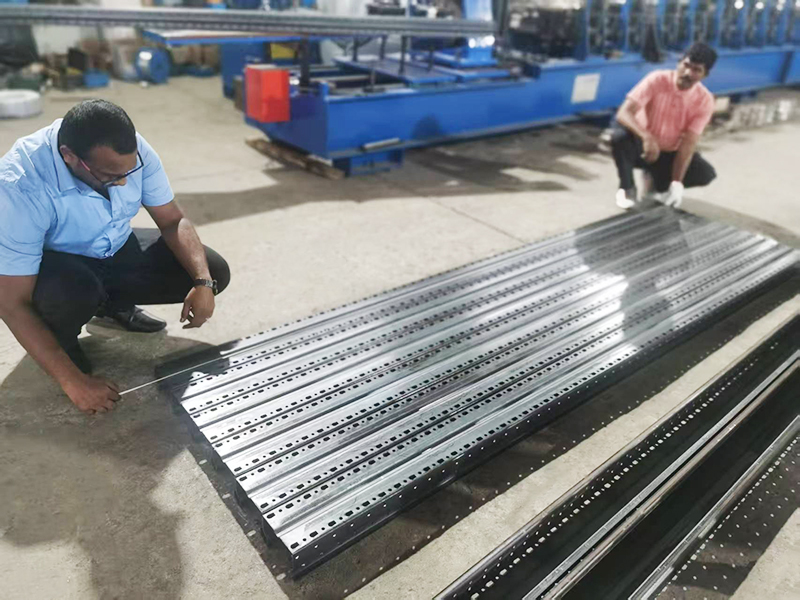
The Scaffold Industry Roll Forming Machines is an automated rolling machine specifically designed for the mass production of steel walkboards (scaffold planks) for building scaffolding.
Using multiple high-strength rollers, it continuously cold-bends metal coils (typically Q235/Q345 carbon steel, 1.5-2.5mm thick) into load-bearing structural panels with anti-slip grooves, reinforcing ribs, and end edging. This replaces traditional wooden panels, significantly improving construction safety and service life.
Jiangyin Hailong Machinery Factory is Scaffold Industry Roll Forming Machines Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply Scaffold Industry Roll Forming Machines for sale.
Core Functions and Technical Features:
1) High-Strength Load-Bearing Structure
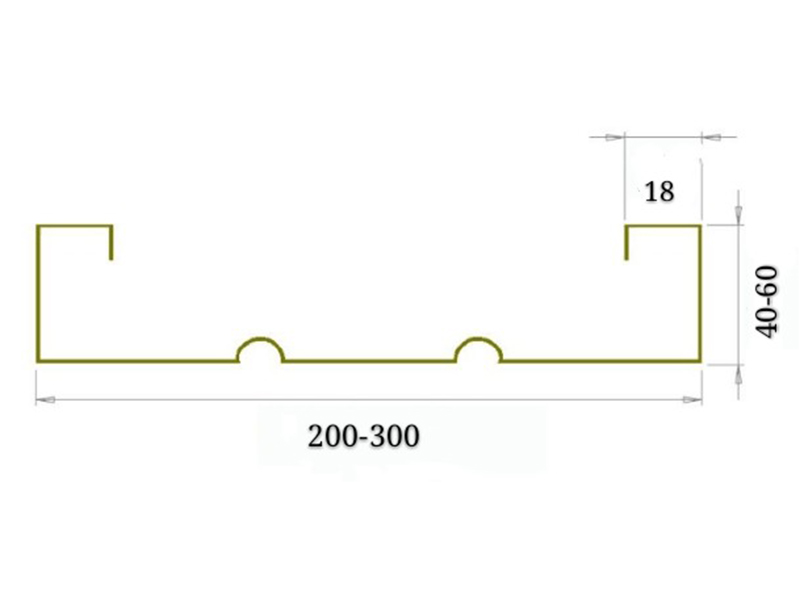
Longitudinal Reinforcement Ribs: 3-5 trapezoidal ribs increase bending strength (load capacity ≥ 1 ton/㎡).
U-shaped end edging: Prevents cuts on workers and enhances edge rigidity.
Anti-Slip Design: Surface features diamond-shaped or circular anti-slip ridges (≥ 1.2mm in height), with a coefficient of friction > 0.5.
2) Efficient Continuous Production
Line speeds range from 20-40 m/min, with a single machine capable of producing over 3,000 m2 of steel per day (equivalent to replacing 6,000 pieces of wood).
Automatic cut-to-length cutting allows for custom lengths from 1.0 m to 3.0 m, with an accuracy of ±1 mm.
3) Corrosion Compatibility
The substrate is pre-coated with epoxy primer or hot-dip galvanized (zinc coating ≥ 60 μm), ensuring the coating is not damaged during the forming process.
Optional online spray unit provides double-sided corrosion protection (suitable for humid, acidic, and alkaline environments).
Core Equipment Components:
Heavy-duty uncoiler: Capacity for 5-8 ton steel coils, hydraulic coil expansion and automatic centering, with tension control to prevent deformation.
Nine-roller leveler: Eliminates internal coil stress and ensures substrate flatness (≤ 2 mm/m).
Punching/notching unit: Simultaneously punches connection holes (for lashing and fixing) and drainage holes (to prevent water accumulation), with a hole spacing accuracy of ±0.5 mm.
Anti-slip pattern forming system (core module): Utilizes hydraulic punches or roller embossing, with real-time pressure feedback controlling pattern depth consistency.
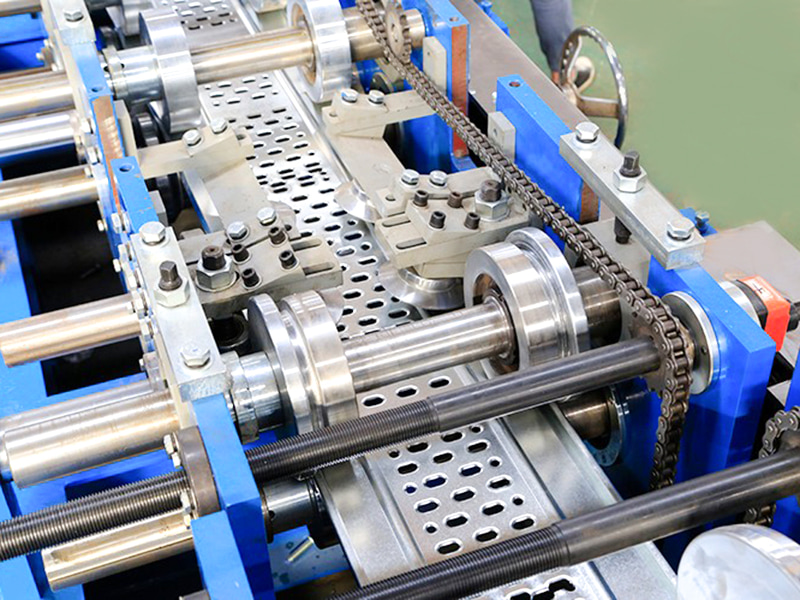
Reinforcement Rib Forming Machine: 12-18 sets of rollers progressively press longitudinal reinforcement ribs. Rollers are made of wear-resistant Cr12MoV (HRC 58-62).
End Edge Binding Machine: A bending mechanism wraps the plate ends 180° around steel strip (same thickness as the base plate), eliminating burr hazards.
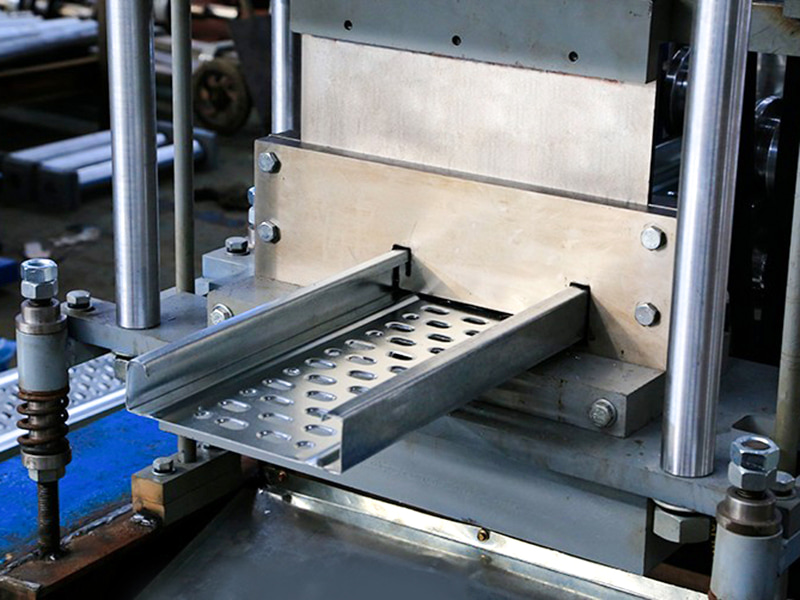
Hydraulic Cutting-to-Length System: Dual cylinders synchronize cutting for smooth, distortion-free cuts (no burrs or flash).
Automatic Stacking System: Layered stacking is performed by pneumatic suction cups or a robotic arm, with adjustable stack height (typically 1.2m).
PLC Intelligent Control Touchscreen: Parameter settings (length/quantity/anti-slip pattern), fault self-diagnosis, and automatic production statistics.
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.40 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12MoV Steel | Vacuum Hardening |
| Main Shaft | φ90,40Cr | Hardening and Tempering |
| Forming Groups | 18 | |
| Main Motor Power | 18.5KW, K Series | |
| Main Drive Gear Box | Chain & Gear | |
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 7.5 KW |
| Punching Mode | Punching Machine | |
| Uncoiler | Load 10-Ton, With Loading Platform | Hydraulic Station Motor Power Is 5.5 KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 40 Meters | |
| Equipment Weight | Around 12-Ton | |
| Raw Material Thickness | 1.5-2.5mm | Q235 Galvanized Coil |
| Production Speed | Approx. 18m/min | |