English
English 中文简体
中文简体 русский
русский عربى
عربى







The cable tray roll forming machine is a fully automatic roll forming machine specifically designed for the mass production of metal support components for cable laying systems. Using multiple precision rollers, it continuously cold-bends galvanized steel, aluminum alloy, or stainless steel coils into standardized cable tray profiles, such as ladder, tray, and trough styles, to meet the cable management needs of power, communications, and construction applications.
Jiangyin Hailong Machinery Factory is Cable Tray Roll Forming Machines Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply Cable Tray Roll Forming Machines for sale.
Core Functions and Technical Features:
1) Compatible Production of Multiple Cross Sections
Ladder Type: Side + Crossbar Structure, Excellent Heat Dissipation, and Strong Load-Bearing Capacity (Thickness 1.0-3.0mm).
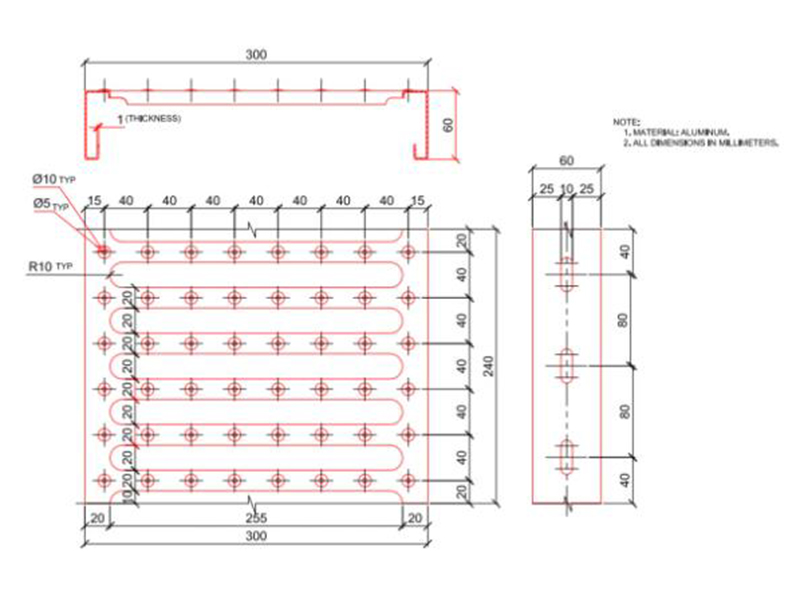
Tray Type: Perforated Steel Bottom for Dustproof and Balanced Heat Dissipation (Thickness 0.8-2.5mm).
Channel Type: Fully Enclosed Structure, Anti-Electromagnetic Interference (Thickness 1.2-2.0mm).
2) High-Strength, Lightweight Design
Reinforced Ribs/Corrugated Pressing: Increases the bending strength of the side panels by 30% (without increasing thickness).
Material utilization rate ≥ 98%, saving 15% compared to traditional welding processes.
3) Anti-corrosion and zero-damage forming
Mirror-polished rollers (Ra ≤ 0.3μm) + nano-coating protect the integrity of the galvanized layer (≥ 80μm).
Incremental bending technology prevents coating cracking (salt spray test ≥ 1000 hours).
Core System Components:
Intelligent uncoiler: Hydraulic expansion shaft + EPC correction, suitable for coils 0.5-3.0mm thick.
High-rigidity leveler: 11 rollers straighten to eliminate internal stress in the material, achieving a straightness of ≤ 0.8mm/m.
Online punching unit (core module): Servo nibbling/die punching to create heat dissipation holes/grounding holes (hole diameter 5-20mm, accuracy ±0.2mm).
Corrugation reinforcement system: Hydraulically or mechanically presses longitudinal corrugations (depth 2-5mm) into the side panels to improve load-bearing capacity.
Multi-roll forming machine: 14-22 sets of carbide rollers (SKD11), bending the base plate, side plates, and locking edges in stages.
Cutting-to-length system: Hydraulic shears/flying saws (for thick plates), customizable lengths (2m/4m/6m), with an accuracy of ±0.5mm.
Automatic palletizer: Pneumatic clamps for layered stacking, with scratch-resistant surface treatment.
Intelligent control system: Integrated CAD drawing analysis, one-touch switching of bridge types/sizes, and real-time monitoring of roll temperature and vibration.
Industrial Application Value:
Enhanced project efficiency: A single machine can produce 5-8 kilometers of bridges per day, shortening project cycles by 50% (compared to traditional manufacturing).
Safety upgrade: Standardized interlocking structure eliminates fire risks caused by cutting and welding sparks on the construction site.
Doubled lifespan: Cold-bent one-piece forming eliminates weak points, resulting in a service life of 25 years (compared to approximately 10 years for welded bridges).
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.45 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12MoV Steel | Vacuum Hardening |
| Main Shaft | φ80,40Cr | Hardening and Tempering |
| Forming Groups | 24 | |
| Main Motor Power | 44KW, K Series | |
| Main Drive Gear Box | Chain & Gear | |
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 7.5 KW |
| Punching Mode | Punching Machine | |
| Uncoiler | Load 10-Ton, With Loading Platform | Hydraulic Station Motor Power Is 5.5 KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 40 Meters | |
| Equipment Weight | Around 25-Ton | |
| Raw Material Thickness | 0.5-2.5mm | Q235 Galvanized Coil |
| Production Speed | Approx. 10m/min | |