English
English 中文简体
中文简体 русский
русский عربى
عربى






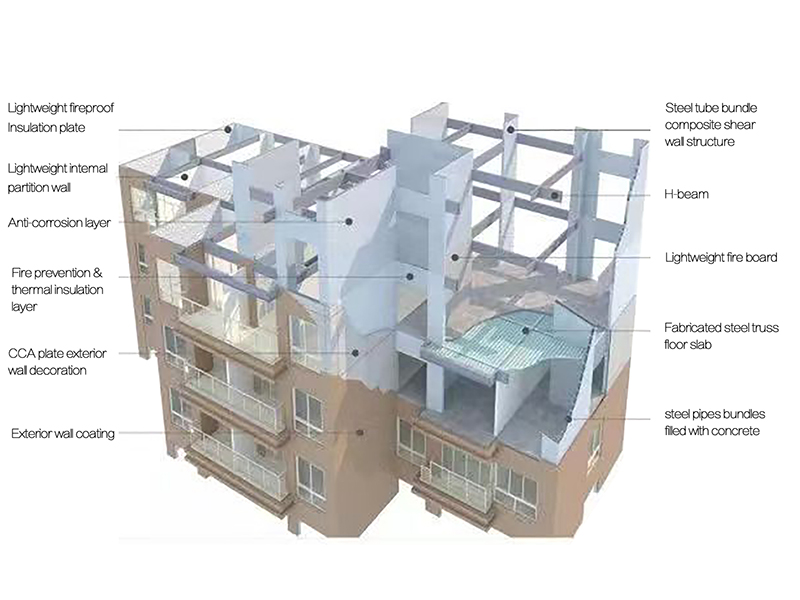
The Earthquake Resistance Shear Wall Production Line is an intelligent rolling machine specifically designed for producing core steel plate shear walls (SPSW) components in building steel structures. Using multiple high-strength rollers, it continuously cold-bends high-strength steel coils (yield strength ≥550 MPa) into customized profiles with vertical stiffeners, horizontal shear strips, and connecting edges. This machine replaces traditional concrete shear walls, significantly improving building seismic performance and construction efficiency.
Jiangyin Hailong Machinery Factory is Earthquake Resistance Shear Wall Production Line Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply Earthquake Resistance Shear Wall Production Line for sale.
Core Functions and Technical Features:
1) Integrated Composite Section Forming
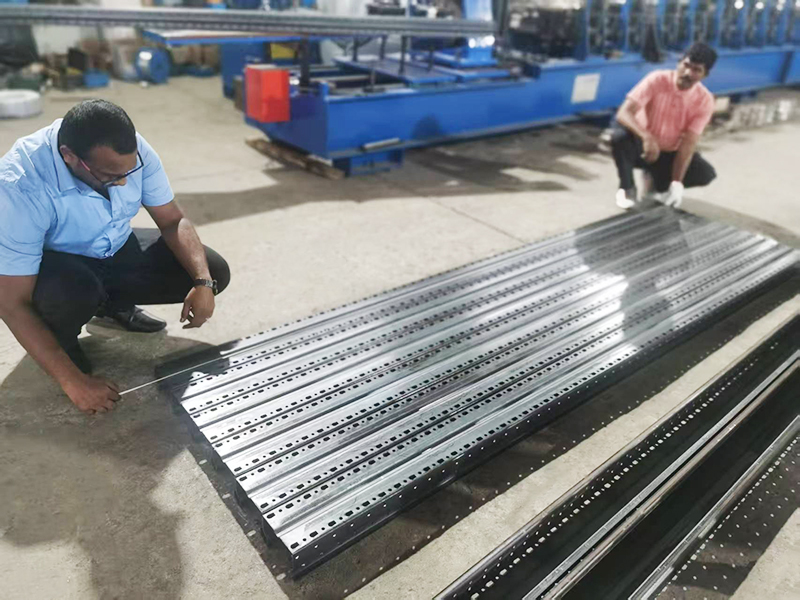
Main Wall Panel: High-strength steel plate (Q550GJ/Q690) with a thickness of 2.0-8.0 mm and a tensile strength of ≥650 MPa.
Vertical Stiffeners: Cold-bent into T-shaped or U-shaped ribs (80-200 mm in height) to enhance the wall's buckling resistance.
Horizontal Shear Strips: Roll-formed transverse corrugations (150-300 mm in length) to enhance energy dissipation. https://example.com/spsw-profile.png (Schematic diagram: Steel plate shear wall composite structure)
2) Optimized seismic performance design
Preset "weak beam, strong wall" bending lines on the rollers guide the directional release of seismic energy (meeting earthquake resistance requirements of magnitude 8).
Intelligent adjustment of stiffener spacing (300-600mm) prevents out-of-plane wall instability.
3) Efficient digital production
Direct BIM data drive: Directly analyzes building model data and automatically adjusts profile dimensions (adapting to varying floor heights).
Online laser thickness measurement + machine vision positioning ensures hole group position accuracy of ±0.3mm (meeting the requirements for high-strength bolt connections).
Core equipment system components:
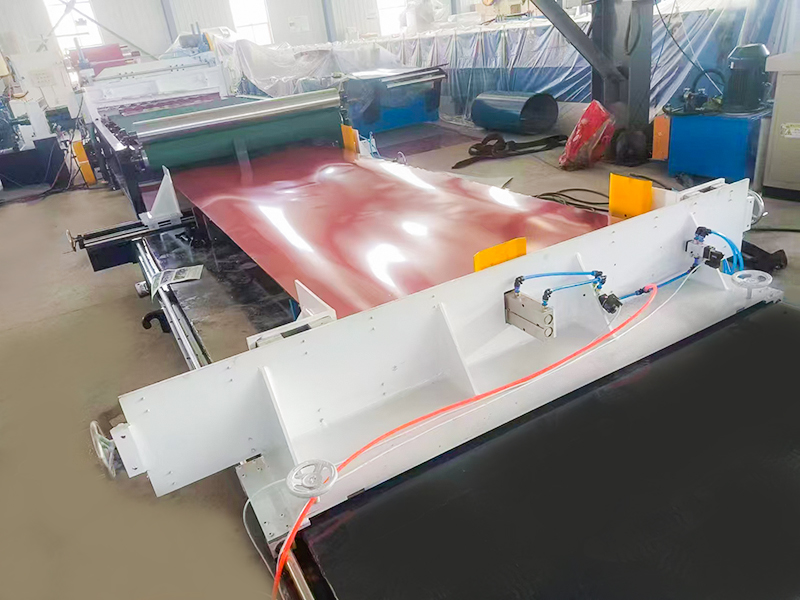
Heavy-duty decoiler: Hydraulic expansion bearings can carry 20-30 tons of steel coils (1.0-1.5m wide), with servo tension control to prevent deformation.
Nine-roller high-pressure leveling machine: Eliminates internal stress in 12mm thick plates, achieving a straightness of ≤1mm/㎡ (laser calibration).
High-Precision Punching Unit: 2000-ton hydraulic punching machine: Simultaneously punches bolt holes and pipeline penetration holes, supporting punching of 50mm thick plates.
Stiffener Forming Machine: 24-32 sets of carbide rollers (hardness HRC62), step-by-step pressing of T/U-shaped ribs (depth tolerance ±0.2mm).
Shear Strip Corrugation Machine: Servo frequency conversion produces horizontal corrugations with adjustable wavelength (150/200/300mm) and a wave-depth ratio of 1:8 to 1:10.
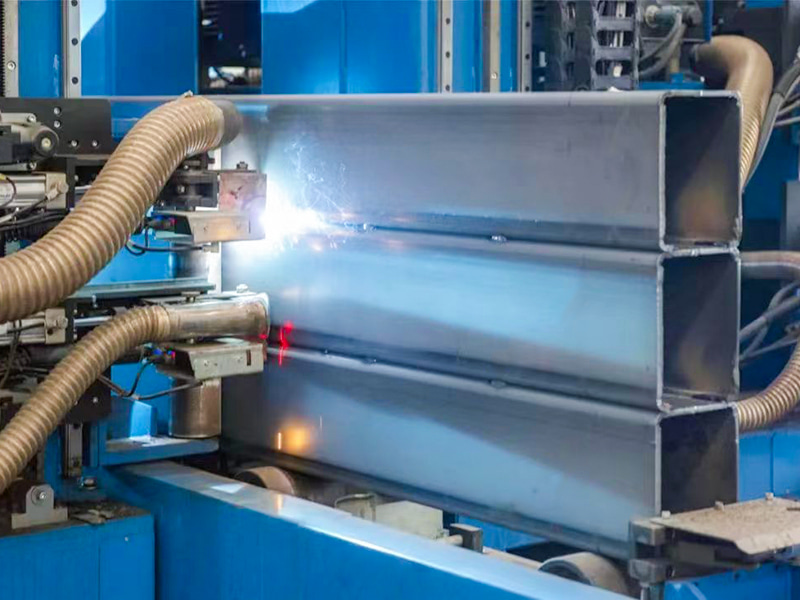
Border Locking Bending: Four-cylinder synchronous hydraulic bending machine forms wall joints (bending angle 90° ±0.5°).
Fixed-Length Plasma Cutting: Underwater plasma cutting (thickness ≤ 12mm), cut angle ≤ 3°, no thermal deformation.
3D Scanning Quality Inspection: Laser scanning compares BIM models to generate full-scale deviation contour maps (accuracy 0.1mm).
Digital Twin Control System: Real-time mapping of physical equipment status, predicting roll wear and automatically compensating for it.
Industry Application Value:
Super-high-rise buildings: Weight reduced by 60%, increasing core construction speed by three times (Shanghai Tower application case).
Industrial Seismic Resistance: Lateral stiffness of chemical and nuclear power plants increased by 200%, meeting SL-2 earthquake conditions.
Green Transformation: Carbon reduction of 1.2 tons per square meter, earning LEED certification points.
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.80 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12MoV Steel | Vacuum Hardening |
| Main Shaft | φ157,42CrMo | Hardening and Tempering + Ionic Nitriding |
| Forming Groups | 22 | |
| Main Motor Power | 42KW, K Series | |
| Main Drive Gear Box | (K97 Helical Gear Box) | |
| Drive Mode | 160 Type Gear Box Drive | |
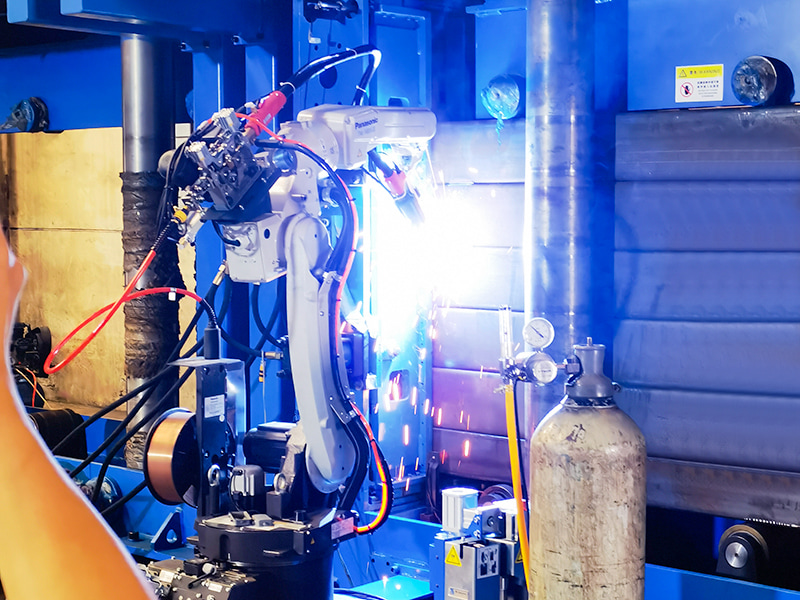
| Welding Method | Carbon Dioxide Gas Welding | |
| Feeding And Blanking | Hydraulic Turnover Mechanism | |
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 7.5 KW |
| Punching Mode | Laser Drilling | |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 70 Meters | |
| Equipment Weight | Around 80-Ton | |
| Raw Material | 180-240 Width Rectangular Tube | |
| Production Speed | Approx. 80m/min | |