

 English
English 中文简体
中文简体 русский
русский عربى
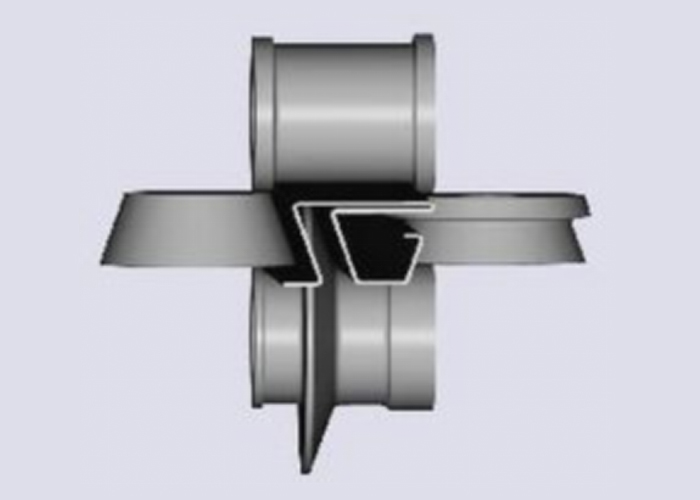
عربىFlatpack Container House Top Beam Roll Forming Machine
The flatpack container house top beam roll forming machine is specially tailored for the flatpack container roof structure production. Through high-pr...
See DetailRoll Forming Machine Overview (1)
Roll Forming

Bending Along Rollers
Roll forming, also known as roll forming, is a rolling process that continuously bends a long strip of metal sheet (usually coiled steel) into a desired cross-sectional area. The strip passes through multiple sets of rollers mounted on continuous stands, with each set performing only incremental portions of the bend until the desired cross-sectional area (profile) is achieved. Roll forming is ideal for producing long, high-volume parts with a constant profile shape.
Overview

Pattern
Profiles can be produced in a variety of cross-sectional shapes, but each shape requires a carefully designed set of roll dies. Roll design begins with a pattern, which is a sequence of profile cross sections, one profile per set of rollers. The roll profile is then derived from the pattern profile. Due to the high cost of roll sets, computer simulations are often used to develop or validate the roll design and optimize the forming process to minimize the number of roll stands and material stresses in the final product.
Roll formed profiles may offer advantages over extruded profiles of similar shape. Roll-formed parts can be lighter and thinner-walled than those produced by extrusion, and they are stronger due to work hardening in the cold state. Parts can be surface-treated or painted. Furthermore, the roll-forming process is faster and more energy-efficient than extrusion.
Existing roll-forming machines can produce profiles of varying sizes and material thicknesses using the same rollers. Size changes are achieved by manually adjusting or computer-controlled varying the distance between the rollers, allowing for rapid changeovers. These specialized mills are common in the light-gauge framing industry, which uses metal studs and rails of standardized profiles and thicknesses.
For example, a single mill can produce metal studs from galvanized steel sheets in varying gauges (e.g., 20 to 12 ga) with varying web sizes (e.g., 3-5/8 in. to 14 in.), flange sizes (e.g., 1-3/8 in. to 2-1/2 in.), and lip sizes (e.g., 3/8 in. to 5/8 in.).
Roll-forming lines can be set up in a variety of configurations to punch and cut parts in a continuous operation. To cut parts to length, the line can be configured to use pre-cut dies, with individual blanks passing through the roll forming machine, or post-cut dies, with the profile cut off after the roll forming process.
Features such as holes, notches, embossing, or sheared shapes can be added by punching on the roll forming line. These part features can be applied in a pre-punching application (before roll forming begins), in a mid-line punching application (in the middle of the roll forming line/process), or after punching (after roll forming is complete).
Some roll forming lines incorporate only one of these applications, punching or cutting off, while others integrate some or all of these applications into a single line.

The flatpack container house top beam roll forming machine is specially tailored for the flatpack container roof structure production. Through high-pr...
See Detail
The Flatpack container house column roll forming machine is an automated cold roll forming production line specifically designed for the cross-section...
See Detail
The flowerbed roll forming machine is an automated rolling equipment specially used for producing metal components such as flowerbed guardrails, garde...
See Detail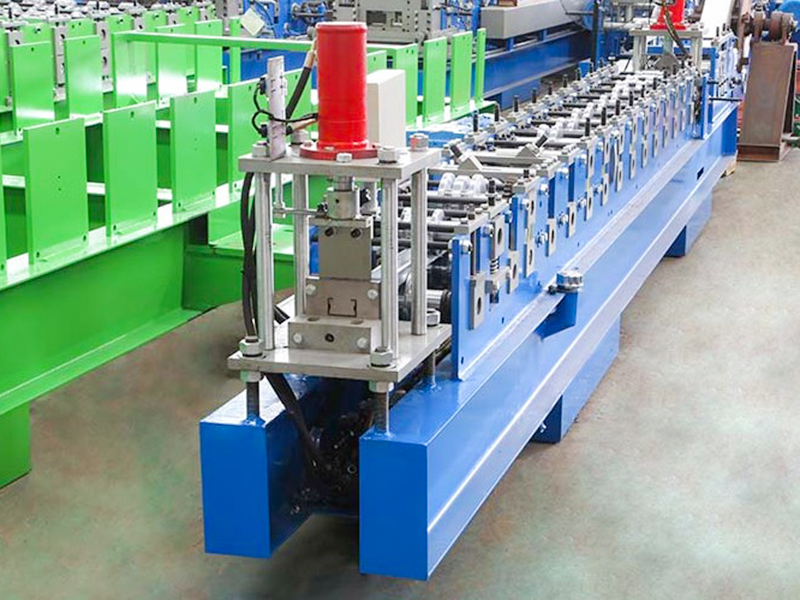
The Pallet Profile Roll Forming Machine is an intelligent rolling equipment specially used for producing the core components of all-steel pallets in l...
See Detail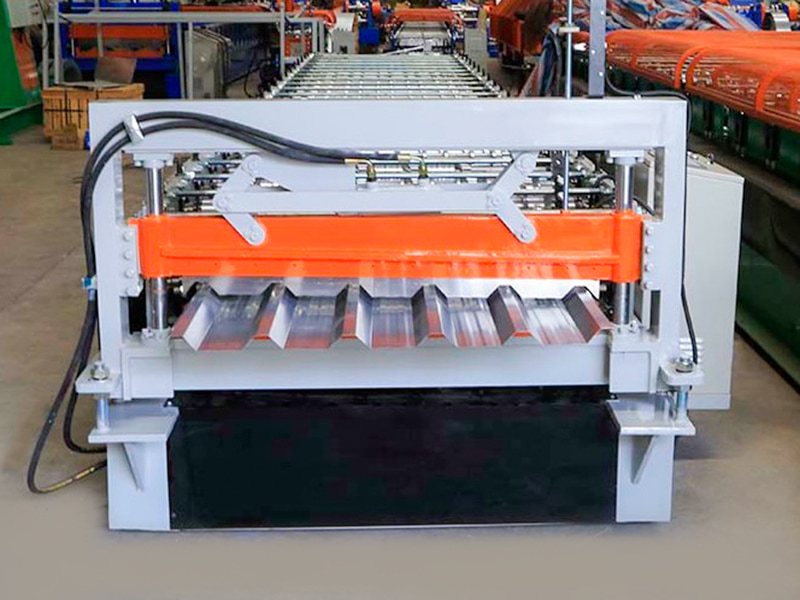
The high speed roofing sheet roll forming machine is a fully automatic sheet metal processing machine designed specifically for the construction indus...
See Detail
The cable tray roll forming machine is a fully automatic roll forming machine specifically designed for the mass production of metal support component...
See Detail
Copyright ©Jiangyin Hailong Machinery Factory All rights reserved Roll Forming Machine Manufacturers
