English
English 中文简体
中文简体 русский
русский عربى
عربى










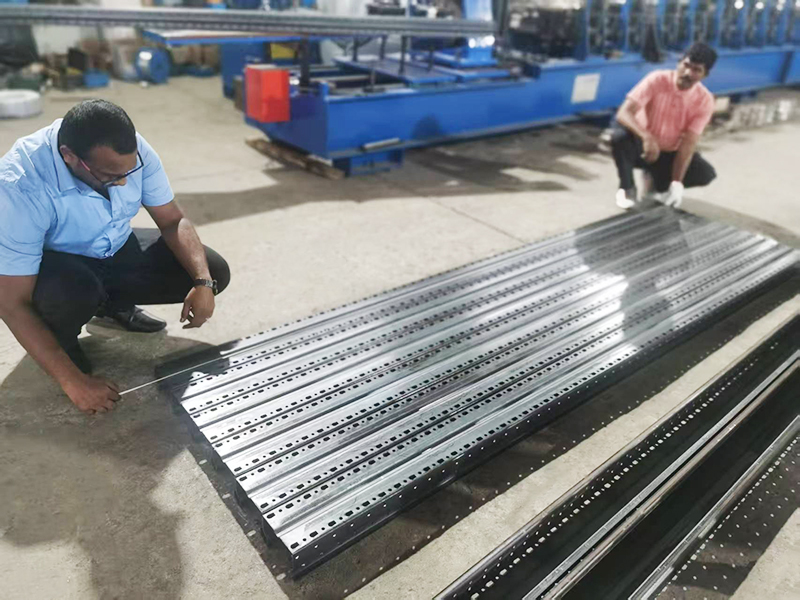
The Box-beam Roll Forming Machines is a core production equipment in the warehousing and logistics equipment manufacturing industry, specifically designed for the efficient and precise production of load-bearing beams for warehouse racking. Through a continuous roll forming process, high-strength steel coils are formed into beams with specific cross-sectional shapes, meeting the stringent strength, rigidity, and dimensional accuracy requirements of racking systems.
Jiangyin Hailong Machinery Factory is Box-Beam Roll Forming Machines Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply Box-Beam Roll Forming Machines for sale.
Core Functions and Industry Value:
Replacing Traditional Processes: This machine replaces the inefficient cutting-welding-punching process, achieving integrated "coil to finished beam" manufacturing.
Improving Product Performance: Cold work hardening increases the material's yield strength by 15%-20%, while achieving cross-sectional geometric accuracy ≤±0.2mm.
Reducing Overall Costs: Material utilization exceeds 98%, and labor costs are reduced by 60%.
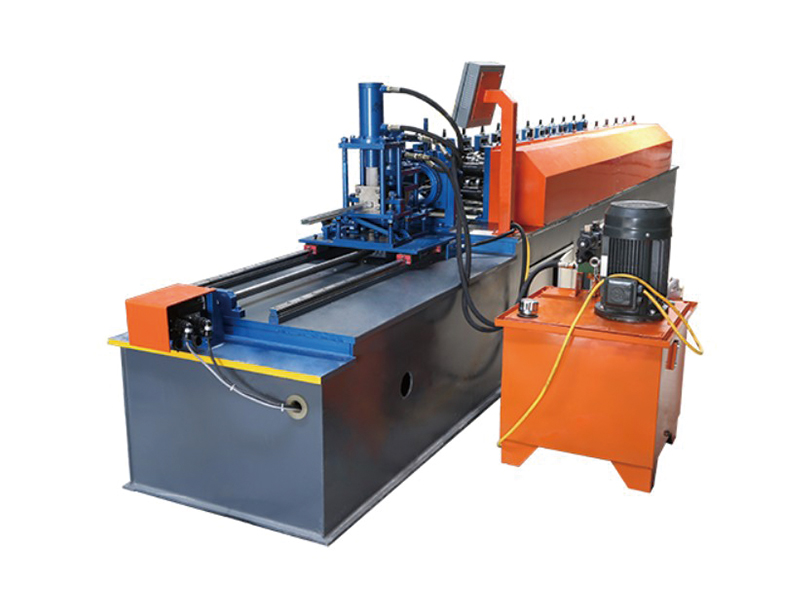
Main Components and Workflow of the Machine:
Uncoiling: The steel coil is placed on the uncoiling machine, automatically unrolled, and leveled.
Guided Feeding: The strip is guided into the forming machine.
Roll Forming: The strip passes through multiple sets of forming rollers (typically over ten to twenty passes). Each roll pass applies precise bending force to the strip, gradually transforming its shape from a flat sheet to its final C-shaped cross-section.
Inline Punching/Coining (Optional): Some models integrate a punching unit during or after the forming process.
Automatic Welding of Reinforcement Ribs & High-Rigidity Finishing Straightening: High-frequency resistance welding with penetration monitoring eliminates internal stress.
Sizing and Cutting: The formed continuous beam passes through a measuring device (encoder). When it reaches the preset length, a high-speed cutting device (typically a flying saw or hydraulic punching shear) activates, instantly cutting it without interrupting the continuous operation of the forming machine.
Discharging and Stacking: The cut individual beams are conveyed out of the machine and automatically collected, aligned, and stacked into bundles by a stacking system.
Control System: A PLC and HMI (Human-Machine Interface) control the entire process, monitor equipment status, store production data, and set and switch production parameters for different product sizes.
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.45 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12MoV | Vacuum Hardening |
| Main Shaft | φ90,40Cr | Hardening and Tempering |
| Forming Groups | 26-28 | |
| Main Motor Power | 25KW, Invt | |
| Main Drive Gear Box | K107 (K107 Helical Gear Box) | |
| Drive Method | 1.2 Inch Double Chain Drive | |
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 11KW |
| Punching Mode | Hydraulic Punching | |
| Uncoiler | Load 5-Ton, With Loading Platform | Hydraulic Station Motor Power Is 2.2KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 25 Meters | |
| Equipment Weight | Around 12-Ton | |
| Raw Material Thickness | 1.2-1.5mm | Q235 Galvanized Coil |
| Production Speed | 10~15m/min | |