English
English 中文简体
中文简体 русский
русский عربى
عربى


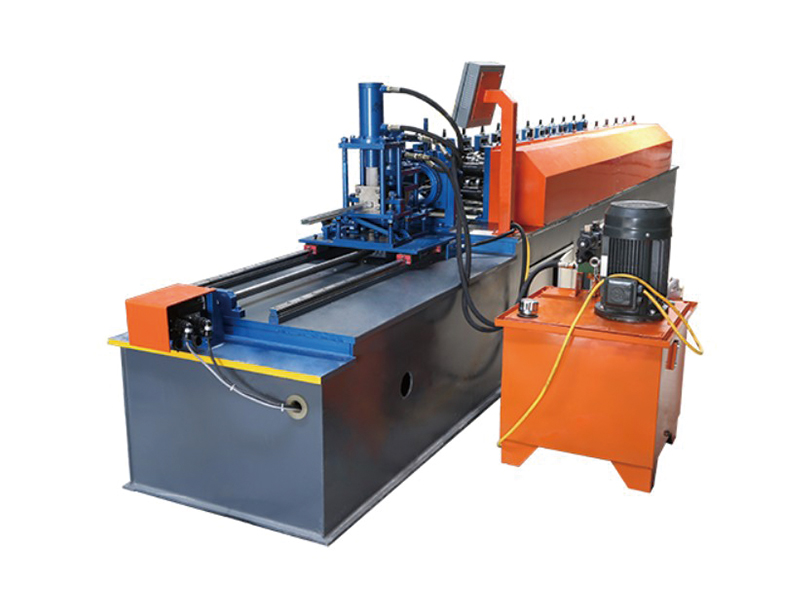

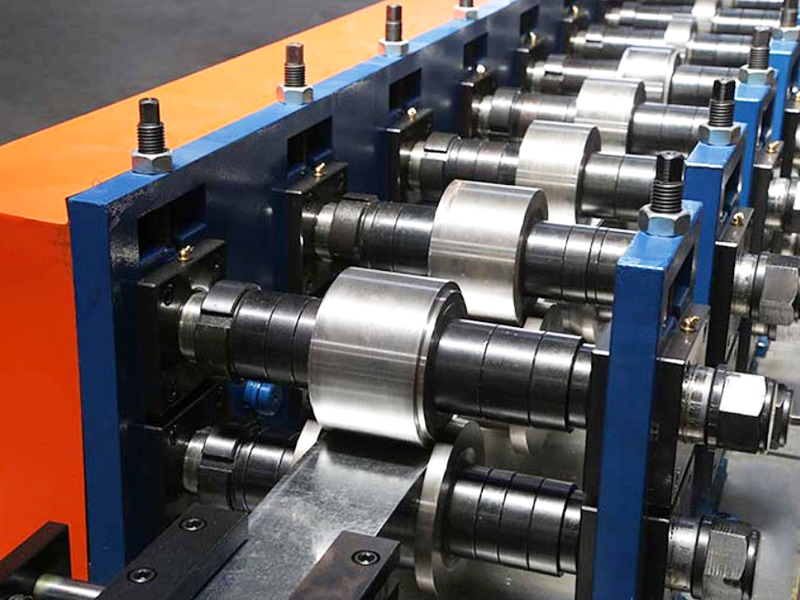



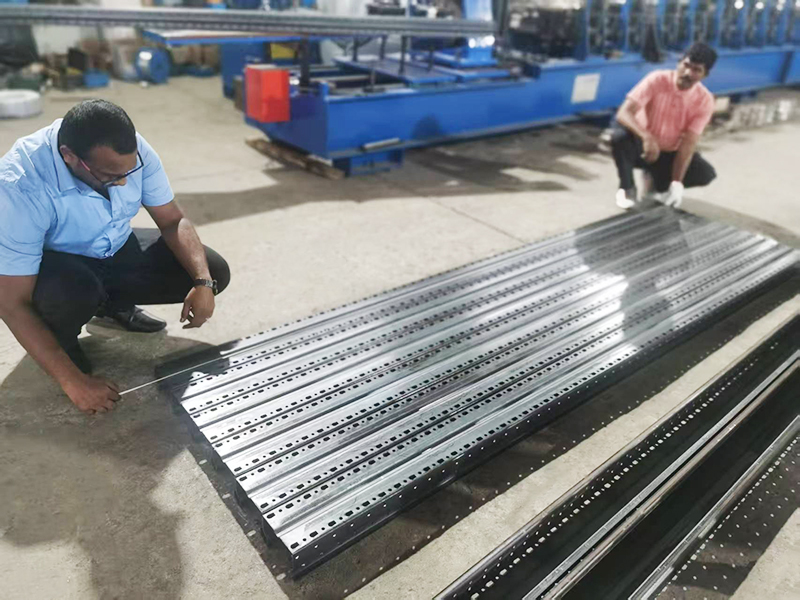
Steel Stud and Track Roll Forming Machines are automated machines specifically designed to continuously cold-bend and plastically deform continuous coils of galvanized steel strip (or color-coated steel sheet, aluminum strip, etc.) through multiple sequentially arranged rollers, ultimately forming them into lightweight steel keel profiles for construction (such as C-shaped, U-shaped, L-shaped, V-shaped, and T-shaped keels).
They are primarily used for large-scale, efficient, and high-precision production of lightweight steel keel frames for interior partitions, suspended ceilings, exterior walls, noise barriers, and other building structures.
Jiangyin Hailong Machinery Factory is Steel Stud and Track Roll Forming Machines Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply Steel Stud and Track Roll Forming Machines for sale.
Equipment Classification:
By Product Type:
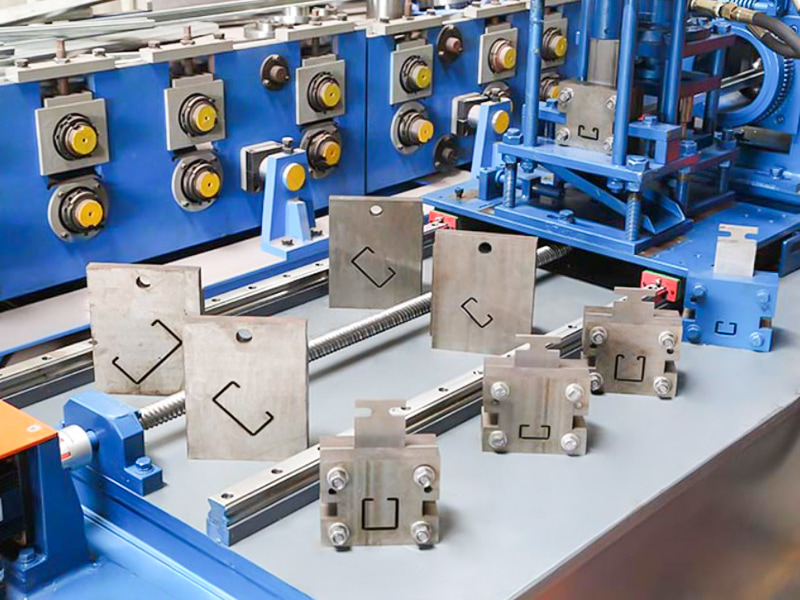
C-Shaped Keel Forming Machine
U-Shaped (Trough-Shaped) Keel Forming Machine
L-Shaped/Angled Keel Forming Machine
Specialized Machines for Other Special-Shaped Keels (such as V-Shaped, T-Shaped, and Cassette-Shaped Keels)
Multi-Function Keel Machine: A variety of keel types can be produced by replacing the roller assembly.
By Drive Method:
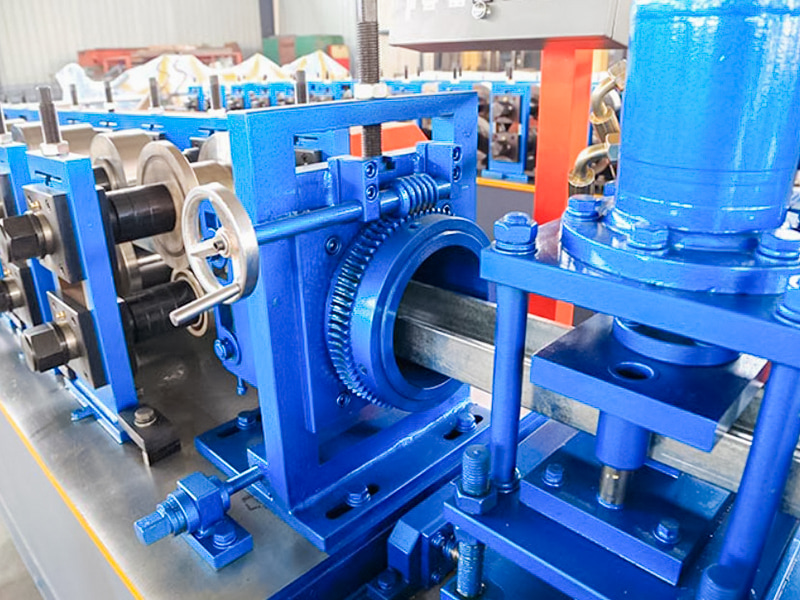
Mechanical Transmission: Traditional, relatively simple structure.
Hydraulic Drive: High power, suitable for thick materials or large cross-sections.
Servo Drive: High precision, fast response, and flexible control, making it the mainstream of high-end equipment.
By Structure:
Through-Shaft Type: All forming frames are driven in series via a long drive shaft, resulting in a compact structure and excellent rigidity.
Split/Segmented Type: Each frame is independently driven (especially servo-driven), offering extreme flexibility and easy roller gap adjustment.
By Level of Automation:
Basic Type (requires manual loading and unloading)
Semi-Automatic Type
Fully Automatic Type (includes automatic unwinding, straightening, forming, servo-controlled cutting to length, and automatic stacking/baling)
Key Features and Advantages
High Efficiency: Continuous production with speeds of 30-150 m/min or even higher, far exceeding single-piece stamping or traditional processing methods.
High Precision: The forming rollers are precision-machined and equipped with an advanced servo control system to ensure dimensional accuracy and straightness of the keel section, with tolerances typically within ±0.1mm to ±0.3mm.
Material Savings: Cold roll forming is a plastic deformation process that produces virtually no chips, resulting in a near-100% material utilization rate (only a small amount of loss occurs during cutting).
Improved Material Properties: Cold roll forming produces a certain degree of cold work hardening, which can significantly increase the strength and rigidity of the finished keel.
Flexibility: By replacing the forming rollers with different shapes, the same machine can produce keels of various cross-sectional shapes and sizes (such as C-shaped and U-shaped keels of varying heights, widths, and thicknesses). Tooling costs are relatively low.
High Automation: The entire process, from uncoiling to cutting and discharging, is fully automated, reducing manual intervention, lowering labor intensity, and improving production stability and consistency.
Excellent Surface Quality: Because roll forming is performed, damage to the galvanized or coated surface of the raw material is minimal, resulting in a superior finished product appearance.
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.40 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12MoV | Vacuum Hardening |
| Main Shaft | φ75,45# Steel | Hardening and Tempering |
| Forming Groups | 15 | |
| Main Motor Power | 7.5KW | |
| Drive Method | 1.2 Inch Double Chain Drive | |
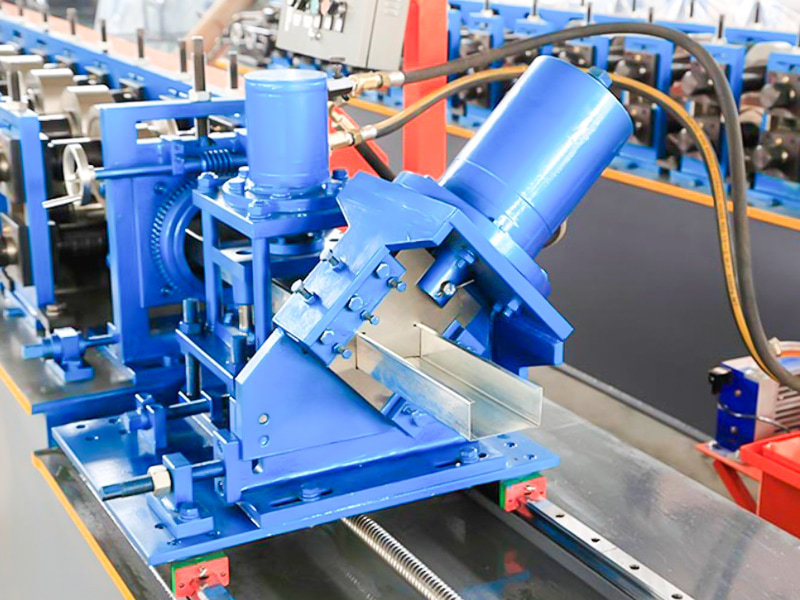
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 11KW |
| Punching Mode | Hydraulic Punching | |
| Uncoiler | Load 5-Ton, With Loading Platform | Hydraulic Station Motor Power Is 2.2KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 18 Meters | |
| Equipment Weight | Around 5-Ton | |
| Raw Material Thickness | 0.6-1.2mm | Q235 Galvanized Coil |
| Production Speed | Over 25m/min | |