English
English 中文简体
中文简体 русский
русский عربى
عربى



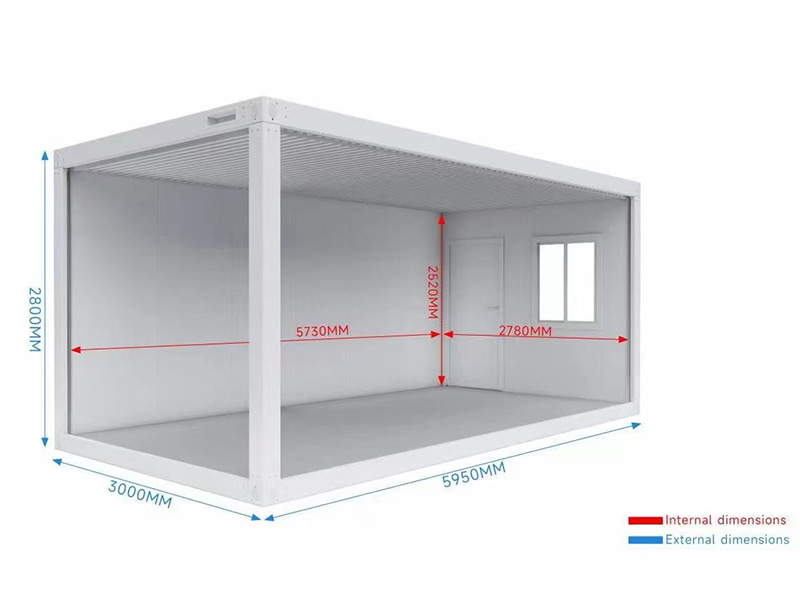




Detachable Container House: refers to a special container or modular building unit. It is characterized by being able to be quickly assembled, disassembled, folded, or stacked, greatly improving transportation efficiency and on-site construction speed. It is widely used in temporary housing on construction sites, mobile offices, emergency shelters, modular hotels/apartments, equipment boxes, and other fields.
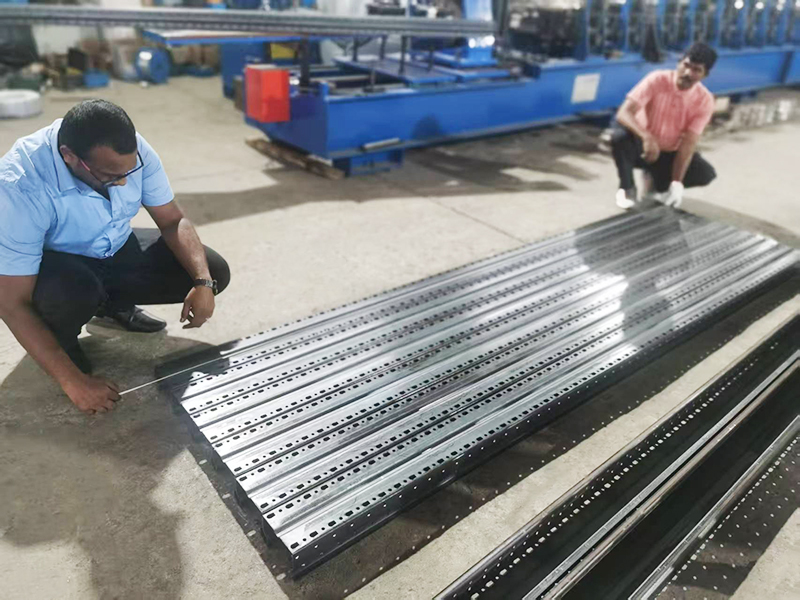
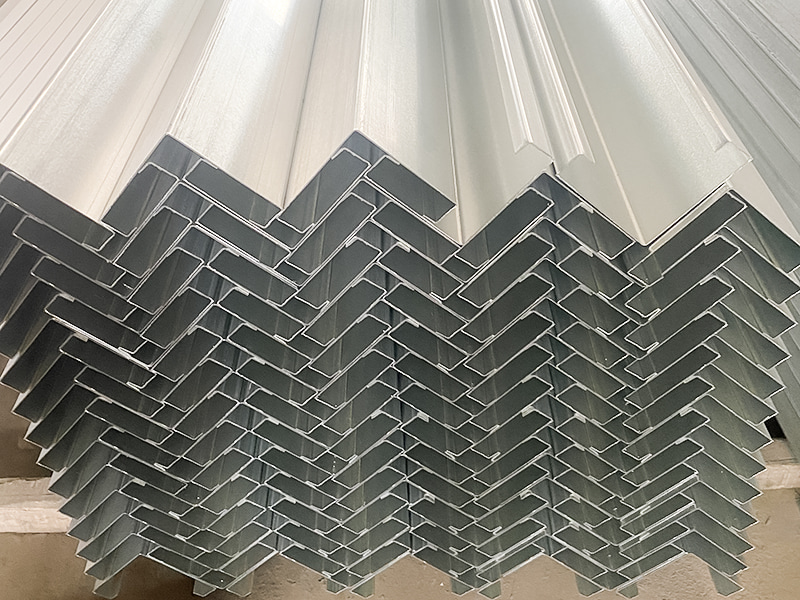
The frame structure of this container house requires a large number of columns of specific shapes as the main load-bearing components.
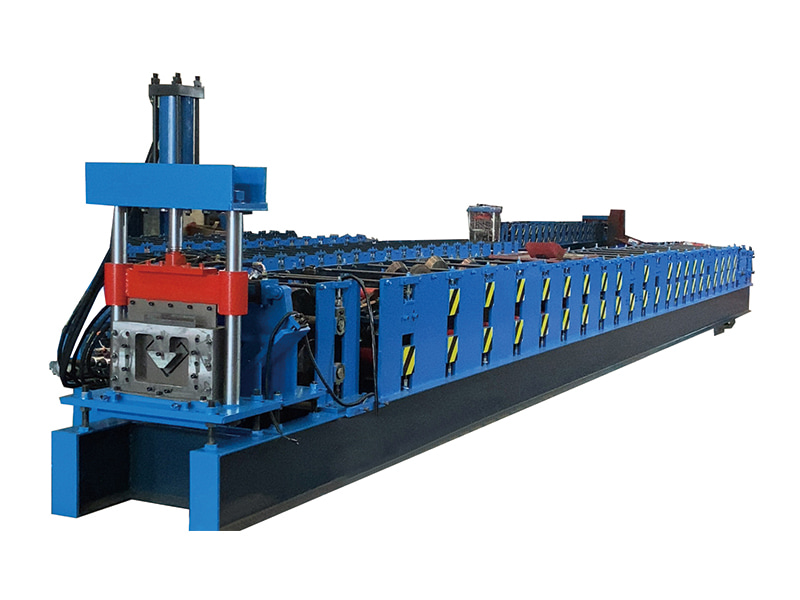
The Detachable Container House Column Roll Forming Machine is a highly automated production line. It adopts the cold roll forming technology to continuously, efficiently, and accurately roll and bend steel strips (steel coils) into columns of specific shapes and lengths required for the detachable container house frame.
Specially used for the efficient and continuous production of columns used in detachable container houses (also known as quickly-assemble container houses, modular container houses, etc.).
Jiangyin Hailong Machinery Factory is Detachable Container House Column Roll Forming Machine Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply Detachable Container House Column Roll Forming Machine for sale.
Main Components:
Uncoiler: load and smoothly unfold metal coils (usually steel coils, such as galvanized steel, weathering steel, etc.).
Leveler: Eliminate internal stress, wave bend, and other defects generated by the coil during the coiling process to ensure that the material entering the forming machine is flat.
Feeding mechanism: Accurately feed the flattened strip into the forming unit.
Roll forming main unit: The core of the equipment. Contains multiple sets of precision-designed forming roller racks (passes), each set of rollers performs progressive bending on the strip. The number and design of rollers are completely targeted at the specific cross-sectional shape of the target column.
Guiding system: Ensure that the strip runs smoothly and does not deviate during the forming process.
Cutting system: When the continuous profile reaches the preset length after forming, it is accurately cut (commonly hydraulic punching, flying saw, or servo tracking cutting). This is a key step in forming a single column.
Discharging/receiving rack: Collect or convey the finished column after cutting.
Control system: PLC or CNC control system, controls the speed, feeding, cutting length, monitors the operating status, etc., of the entire production line to achieve automated production.
Optional additional devices: According to the requirements of the column design, it may be integrated with:
Online punching machine: During or after the forming process, connection holes, wire holes, etc., are punched directly on the column.
Online welding machine: For columns that need to form a closed cross-section (such as square tubes), high-frequency welding or roll welding is performed at the end of the forming.
Automatic stacking/packing system: Automatic sorting and packing of finished columns.
Core Values:
High efficiency: Continuous production, the speed is much higher than single-piece stamping or welding.
High quality: High forming accuracy, good dimensional consistency, and full utilization of material strength.
Low cost: High material utilization rate, high degree of automation reduces labor costs.
Flexibility: By replacing the roller mold, columns with different cross-sectional shapes can be produced (roller replacement is required).
Meet the needs of the detachable container house industry: It can provide the key structural parts required for the construction of detachable container houses in large quantities and stably, supporting the rapid development of the entire detachable container house industry.
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.50 I-Beam Steel | Overall Welding Structure |
| Roller Material | Gr15SiMn | Vacuum Hardening |
| Main Shaft | φ90,40Cr | Hardening and Tempering |
| Forming Groups | 25 | |
| Main Motor Power | 30KW | |
| Main Drive Gear Box | K127 (K127 Helical Gear Box) | |
| Drive Method | 1.5 Inch Double Chain Drive | |
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 11KW |
| Uncoiler | Load 10-Ton, With Loading Platform | Hydraulic Station Motor Power Is 5.5KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 22 Meters | |
| Equipment Weight | Around 12-Ton | |
| Raw Material Thickness | 2.0Mm~3.0mm | Q235 Galvanized Coil |
| Raw Material Width | 355mm | |
| Production Speed | Around 15m/min | |