English
English 中文简体
中文简体 русский
русский عربى
عربى





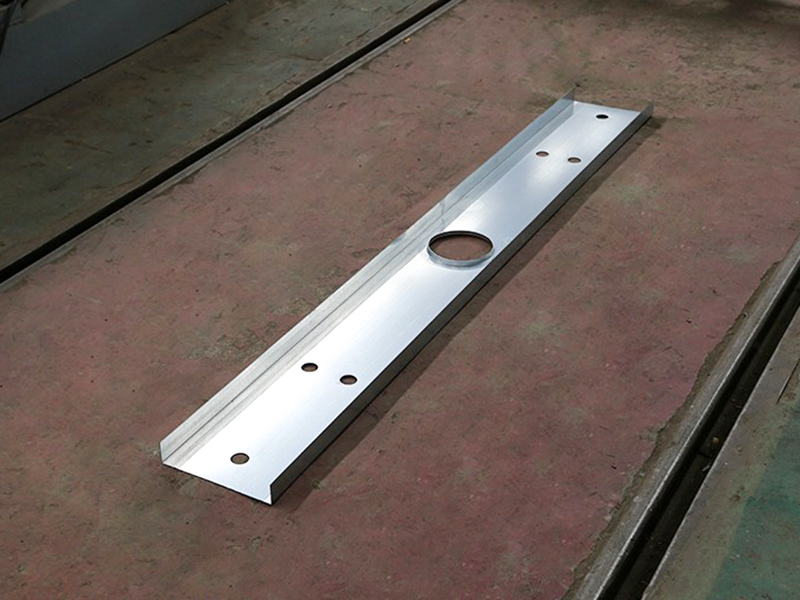
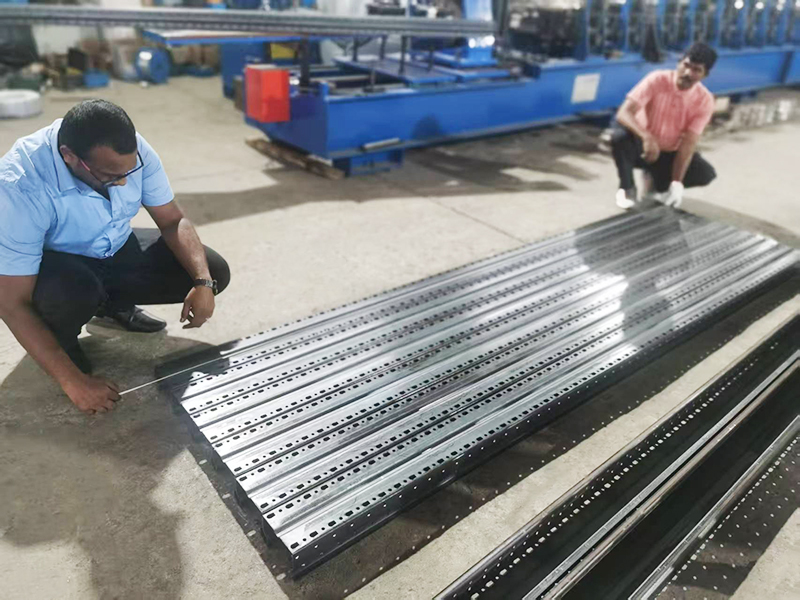
The 80-300 type C/U purlin roll forming machine is an automated machine specifically designed for the continuous production of C- and U-shaped purlins for building structures. It utilizes cold roll forming technology to continuously and precisely bend metal coils at room temperature, ultimately producing the C- and U-shaped steel purlins required for building structures. It is an essential piece of equipment for the efficient and economical production of key structural components in modern steel structures.
Jiangyin Hailong Machinery Factory is 80-300 Type Fully Automatic CU Purlin Roll Forming Machine Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply 80-300 Type Fully Automatic CU Purlin Roll Forming Machine for sale.
Core Components (Production Line):
Uncoiler: Supports and uncoils the metal coil.
Leveler: Eliminates internal stresses, wavy edges, and other defects generated during the coiling process, ensuring a flat strip entering the roll forming machine.
Guide/Feeder: Precisely feeds the flat strip into the roll forming machine.
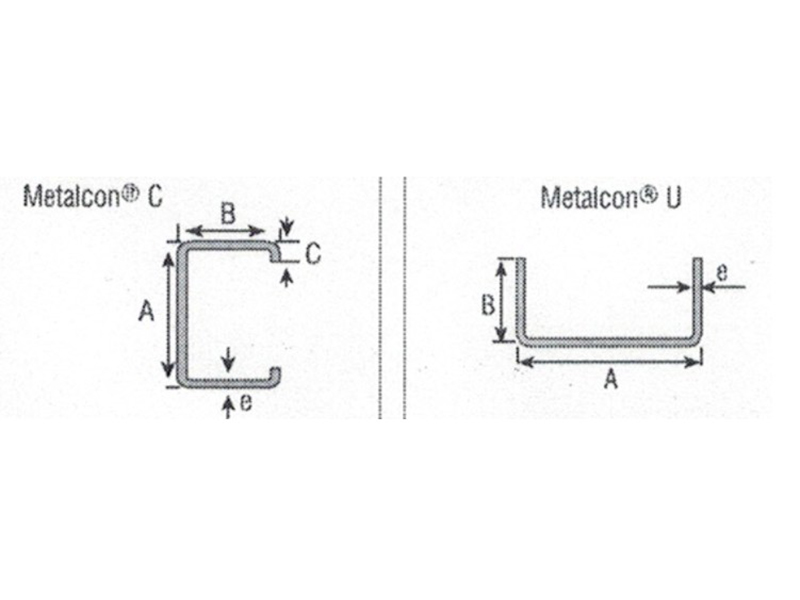
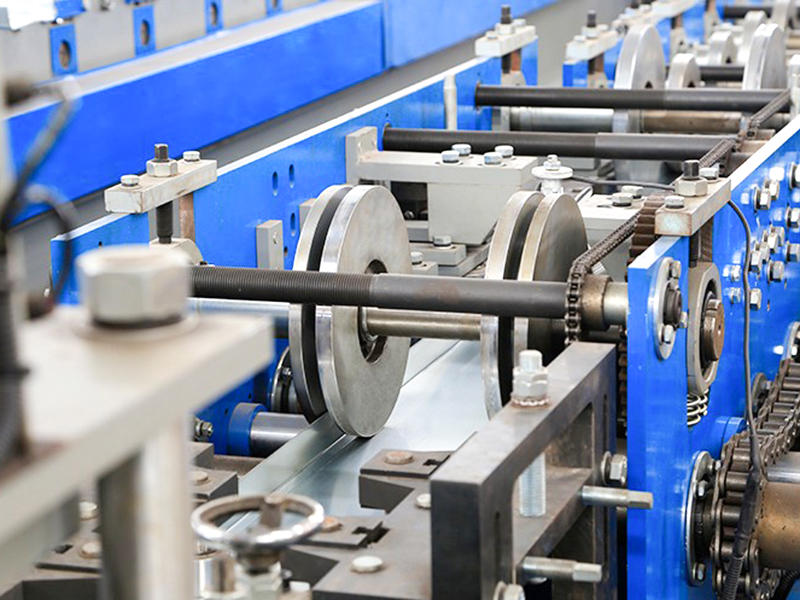
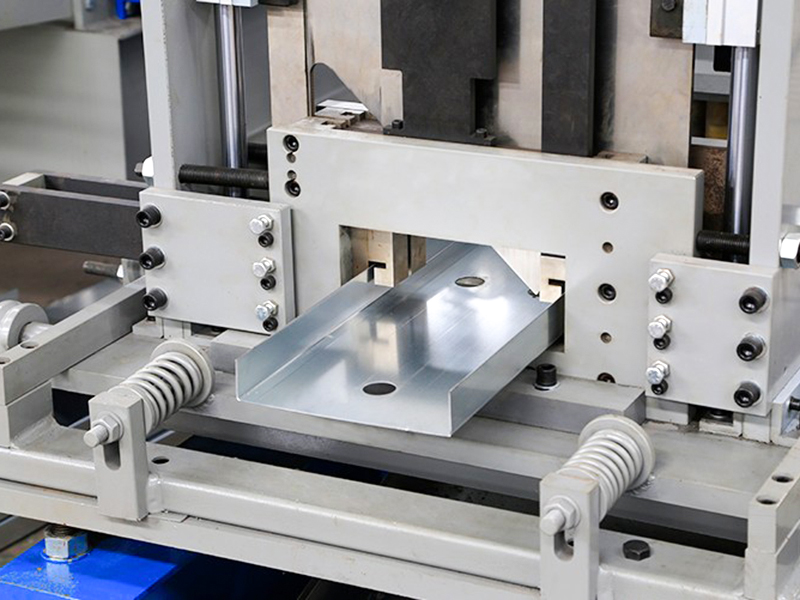
The roll forming machine: The most critical component. It comprises multiple sets (usually dozens) of roll forming rollers arranged in sequence. Each set of rolls applies a specific bending action to the strip, gradually deforming it to form a precise C- or U-shaped cross-section.
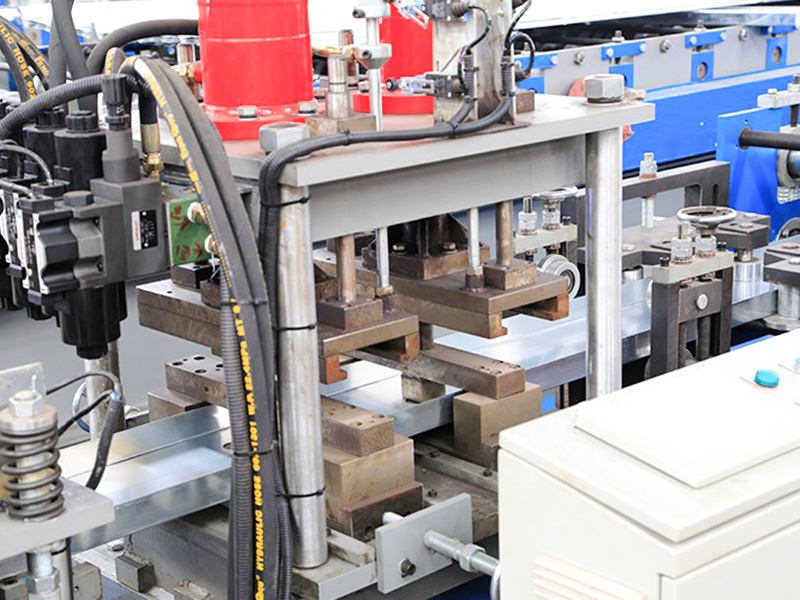
Punching/Chamfering Device (Optional): Punches connecting holes or cuts corners in purlins during or after forming.
Cut-off device: Precisely cuts continuously formed C/U-shaped purlins to predetermined lengths. Common methods include hydraulic flying saws (cutting while the material is moving) or hydraulic/pneumatic punching.
Outfeed Rack/Collector: Receives and neatly stacks the finished cut purlins.
Core Advantages:
High Efficiency: Continuous production, high speed, and high output.
High Precision: Forming rollers ensure highly consistent product size and shape.
High Material Utilization: Directly uses coils, eliminating virtually no scrap.
Low Energy Consumption: Processed at room temperature, energy consumption is significantly lower than hot rolling.
High Level of Automation: The entire production line can be fully automated, reducing labor costs.
Flexibility: By replacing different forming roller sets, the same machine can produce C- or U-shaped purlins of varying sizes (re-commissioning is required).
Cost-Effective: Advantages in overall efficiency, material utilization, and energy consumption result in low unit production costs.
Applications:
Mainly used in the steel structure construction industry:
Industrial plants (warehouses, workshops)
Commercial buildings (supermarkets, showrooms)
Logistics centers
Agricultural buildings (greenhouses, farms)
Prefabricated houses
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.40 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12Mo1V1 | Vacuum Hardening |
| Main Shaft | φ90,40Cr | Hardening and Tempering |
| Forming Groups | 20 | |
| Main Motor Power | 25KW, Invt | |
| Main Drive Gear Box | K107 (K107 Helical Gear Box) | |
| Drive Method | 1.2 Inch Double Chain Drive | |
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 11KW |
| Punching Mode | Hydraulic Punching | |
| Uncoiler | Load 5-Ton, With Loading Platform | Hydraulic Station Motor Power Is 2.2KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 25 Meters | |
| Equipment Weight | Around 12-Ton | |
| Raw Material Thickness | 3.0mm | Q235 Galvanized Coil |
| Raw Material Width | 175mm~480mm | |
| Production Speed | 25~30m/min | |