English
English 中文简体
中文简体 русский
русский عربى
عربى






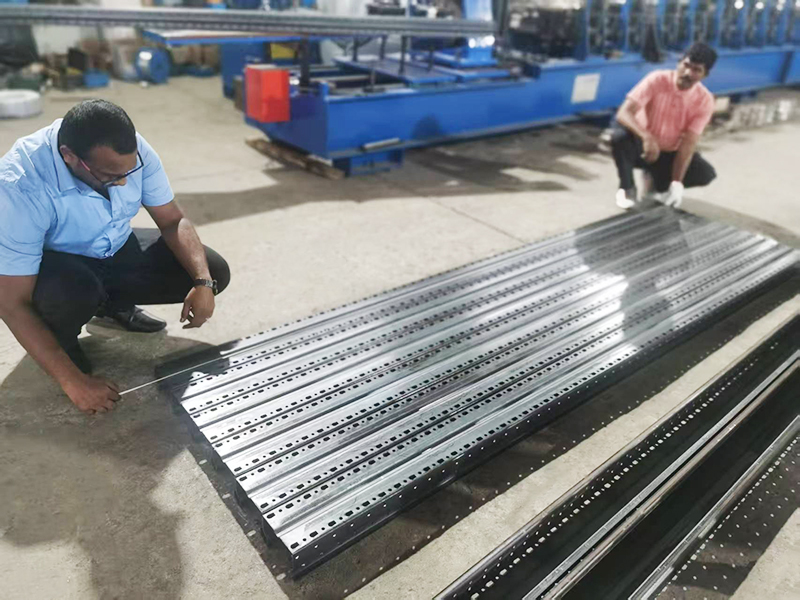
The 80-300 type Fully Automatic C-purlin Roll Forming Machine is a high-performance automated production equipment designed to meet the construction industry's demand for large-scale, high-efficiency, and high-quality production of C-shaped steel purlins. It can automatically and continuously roll-form steel coils into various C-shaped purlins with web heights ranging from 80mm to 300mm at room temperature, and complete automatic cut-to-length cutting and stacking. It is one of the core equipment of modern steel structure manufacturing plants.
Jiangyin Hailong Machinery Factory is C80-300 Type Fully Automatic C Purlin Roll Forming Machine Supplier in China. With over 1200 customer relationships, we service a multitude of industries with custom roll forming equipment, supply C80-300 Type Fully Automatic C Purlin Roll Forming Machine for sale.
Main Workflow:
Uncoiling: The steel coil is placed on the uncoiler, automatically unfolded and leveled.
Guided feeding: The strip is guided into the forming main machine.
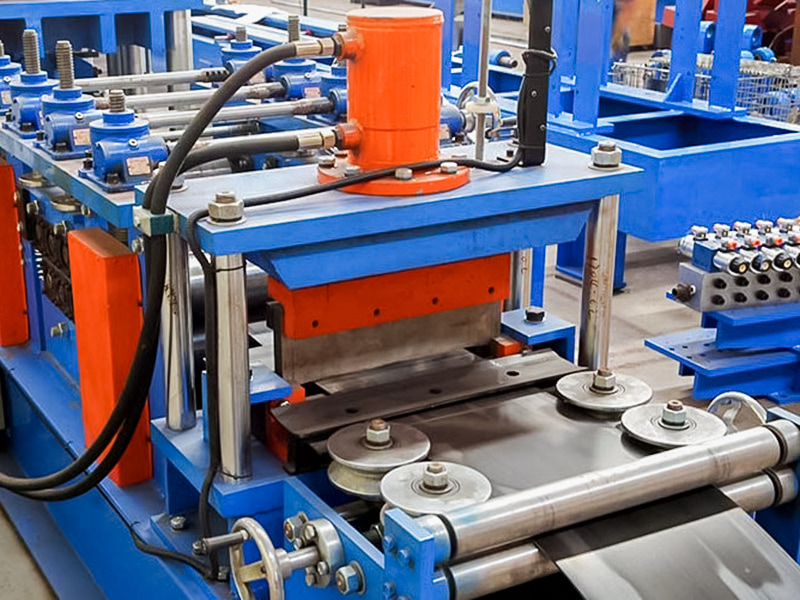
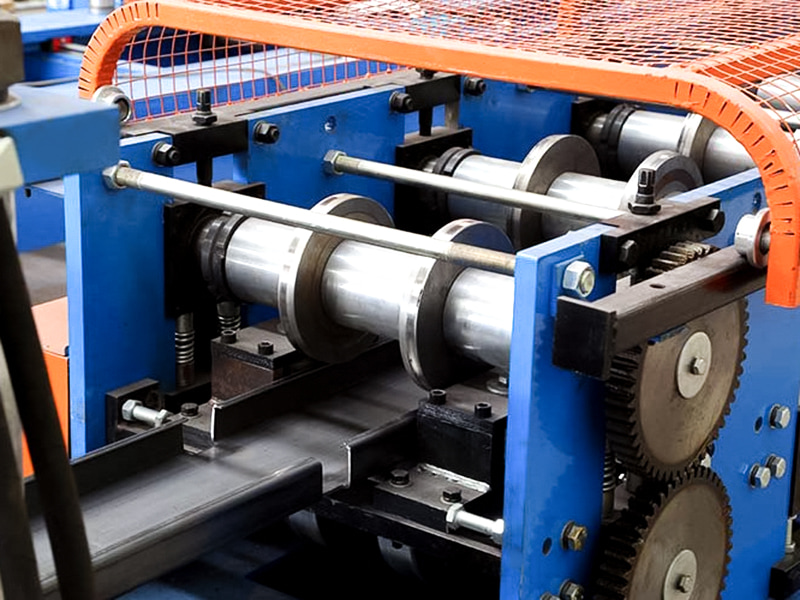
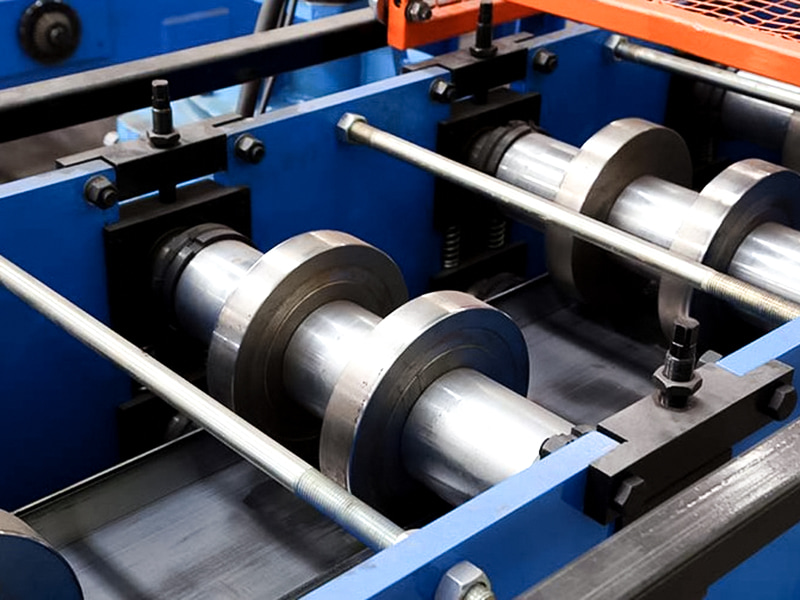
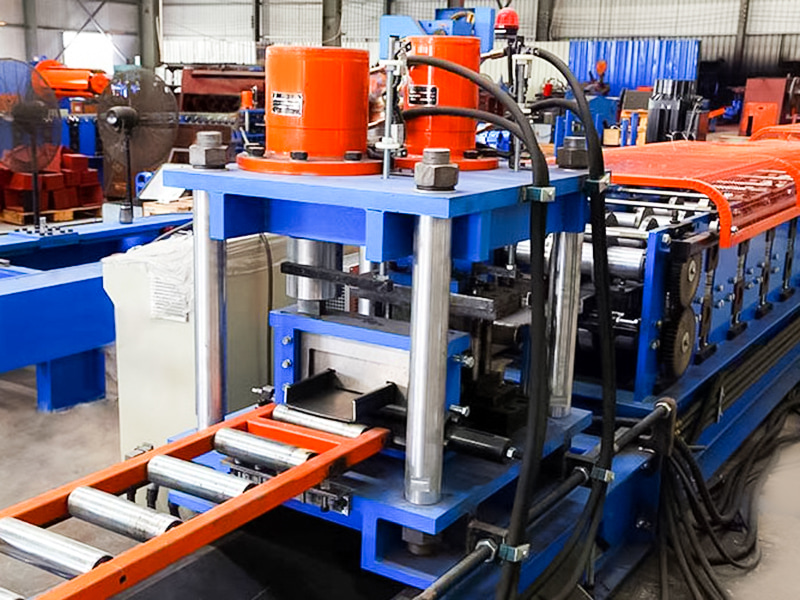
Roll forming: The strip passes through multiple groups (usually more than a dozen to more than twenty) of forming roller stations in sequence. Each roller applies precise bending force to the strip, gradually changing its shape from a flat plate to the final C-shaped section.
Online punching/stamping (optional): Some models integrate punching units during or after forming, which can automatically punch connection holes or other marks on the web or curling edge.
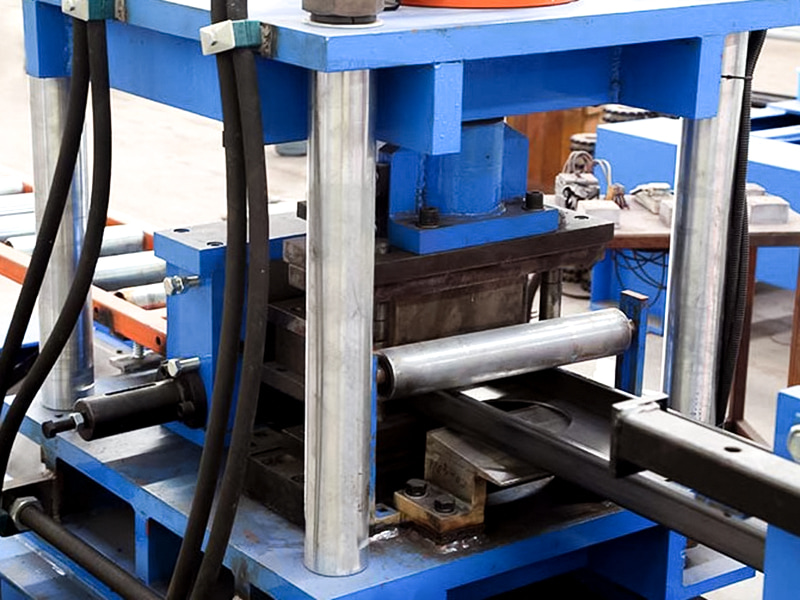
Length measurement and cutting: The continuous C-shaped steel, after forming passes through the measuring device (encoder). When the preset length is reached, the high-speed cutting device (usually a flying saw or hydraulic punching shear) is activated and cuts instantly without interrupting the continuous operation of the forming host.
Discharging and stacking: The cut single C purlin is transported out of the host and automatically collected, aligned and stacked into bundles by the stacking system.
Control system: PLC and HMI (human-machine interface) control the entire process, monitor equipment status, store production data, set and switch production parameters for products of different specifications.
Main Applications and Advantages:
Application: Mainly used in the steel structure construction industry, producing roof and wall purlins for buildings such as factories, warehouses, gymnasiums, supermarkets, etc.
Advantages:
High efficiency: Fully automatic continuous production, the speed can reach more than ten meters to dozens of meters per minute, and the output is much higher than that of single-piece stamping or semi-automatic equipment.
High precision: The molding size is accurate and the product consistency is good.
Save materials: Continuous production reduces the loss of material head and tail.
Save labor: High degree of automation and less operator requirements.
Flexibility: A machine can produce a variety of C-shaped purlin specifications with different heights (within the range of 80-300mm), different thicknesses, and different curling sizes by replacing rollers and adjusting parameters.
Reduced costs: The overall production efficiency is high and the unit production cost is significantly reduced.
| Technical Parameters | ||
| Item | Parameter | Remark |
| Machine Base | National Standard No.40 I-Beam Steel | Overall Welding Structure |
| Roller Material | Cr12Mo1V1 | Vacuum Hardening |
| Main Shaft | φ90,40Cr | Hardening and Tempering |
| Forming Groups | 20 | |
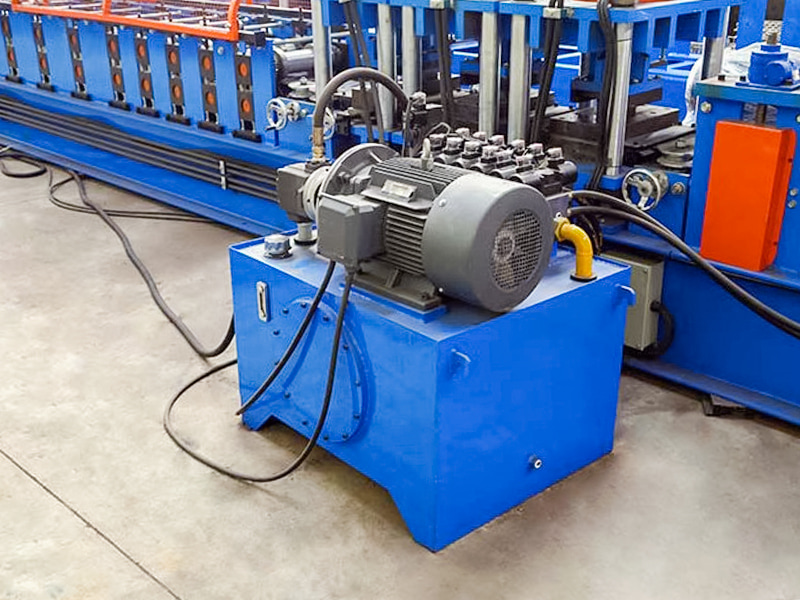
| Main Motor Power | 25KW, Invt | |
| Main Drive Gear Box | K107 (K107 Helical Gear Box) | |
| Drive Method | 1.2 Inch Double Chain Drive | |
| Cut-Off Mode | Hydraulic Cut-Off | Hydraulic Station Motor Power Is 11KW |
| Punching Mode | Hydraulic Punching | |
| Uncoiler | Load 5-Ton, With Loading Platform | Hydraulic Station Motor Power Is 2.2KW |
| Control System | Siemens/Schneider PLC | |
| Hydraulic System | BeiJin Huade Brand | |
| Total Length Of Production Line | Around 25 Meters | |
| Equipment Weight | Around 12-Ton | |
| Raw Material Thickness | 3.0mm | Q235 Galvanized Coil |
| Raw Material Width | 175mm~480mm | |
| Production Speed | 25~30m/min | |